Introduction: The Unseen Foundation of Automotive Assemblies
Zinc die-castings form the hidden architectural backbone of modern vehicles, providing rigid, complex geometries for critical sub-assemblies and electronic housings. Despite their importance, inspecting these parts at high volumes is a major manufacturing bottleneck. The sandblasted finishes and reflective angles easily trick standard 2D cameras, allowing blisters and fill defects to pass into assembly. To solve this industry-wide blind spot, UnitX deployed an AI-powered 2.5D imaging system that maps the surface topology in real time, revealing microscopic structural flaws that flat images completely miss.
The Challenge: Reflective, Uneven Die-Cast Surfaces
Manual inspection on legacy lines struggles with the exact same variables that confuse standard 2D cameras: complex geometries, highly reflective angles, and heavily textured sandblasted finishes. The automated system must reliably distinguish true structural anomalies from normal background texture variations while maintaining high throughput. To guarantee product uniformity, the AI is programmed to identify:
- Form and Fill Anomalies: Blisters, impact damage, incomplete filling, and internal burrs that alter the component’s physical topology.
- Surface Scratches: Severe and moderate scratches that must be isolated from the natural sandblasted finish.

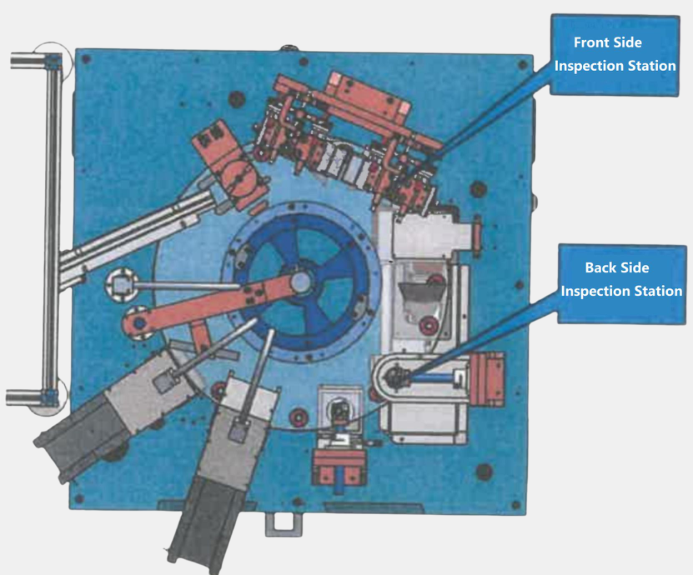
The Solution: Glass Rotary Table with Dual-Sided 2.5D Imaging
To achieve zero-defect quality at full production speed, UnitX deployed a specialized 2.5D imaging system integrated with a glass rotary table. This layout ensures non-stop material handling while providing clear views for dual-sided inspection.
As parts move continuously through the cell, the dual OptiX imaging system captures multi-directional views, fusing them into high-contrast reflection and normal maps. This advanced 2.5D approach allows CorteX to isolate micro-defects invisible to standard 2D vision. All results instantly synchronize with the machine layer for seamless sorting.
UnitX AI Visual System:
- Imaging System: 2x OptiX units capturing multi-directional views for dual-sided inspection.
- AI Detection System: 1x CorteX unit executing automated defect analysis and machine layer synchronization.
Results: High-Speed 2.5D Inspection at 5,000 pcs/hour
By replacing conventional 2D cameras with dual-sided 2.5D imaging, the automated cell delivered the following validated production metrics:
- 0% False Acceptance Rate: Ensures a perfect quality gate by completely blocking hidden structural defects from reaching assembly.
- ≤ 5% False Rejection Rate: Maintains a highly optimized scrap rate despite the uneven, sandblasted background texture.
- 0.72 s/pc Cycle Time: Delivers industry-leading inspection speeds across complex geometries.
- 5,000 pcs/hour Capacity: Sustains massive production volumes without compromising defect sensitivity.
Defect Visualization
Raw 2.5D captures (top row) and AI defect detection results (bottom row); depth and texture anomalies invisible to standard 2D cameras are clearly resolved under 2.5D illumination.
- Impact damage: Localized surface depression detected by depth mapping.
- Incomplete filling: Under-fill void resolved by 2.5D normal mapping.
- Blister: Sub-surface gas pocket creating a raised surface anomaly detected by reflection mapping.
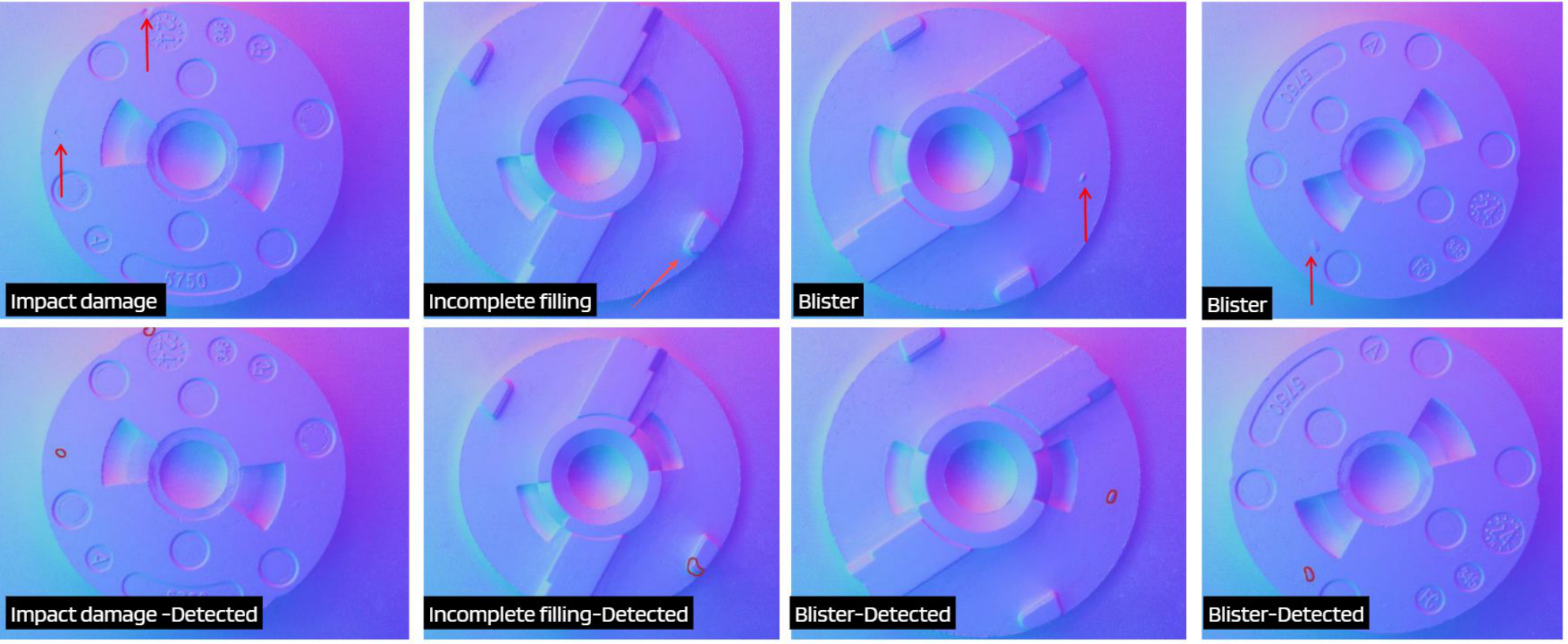
2.5D imaging vs. AI detection: multi-directional reflection and normal maps reveal casting defects completely invisible under standard 2D illumination.
Conclusion
Sandblasted zinc die-castings are one of the hardest surfaces for 2D vision. UnitX’s 2.5D approach solves this directly. 2.5D inspection at 5,000 pcs/hour, with defect classes invisible to conventional cameras reliably detected and classified in real time.
See what 2D vision misses.
Contact UnitX to discuss 2.5D inspection for die-casting surfaces.









