Introduction: Sealing Interfaces Need Repeatable Surface Control
The three-way valve flange acts as a sealing and alignment interface. Corrosion, dents, burrs, tool marks, or protrusions can disturb assembly datums and become reliability risks under vibration, thermal cycling, or repeated pressure changes.
UnitX replaced random or inconsistent checking with automated visual inspection for every part. The case focuses on making a difficult reflective metal component measurable across its cylindrical, stepped, and lateral surfaces.
The Challenge: Reflective Metal and Multi-Surface Geometry
The inspection scope also has to match how the valve fails in use. A defect on a sealing face, a stepped surface, or a lateral wall can have different assembly consequences, so coverage has to follow the part geometry rather than a flat checklist.
The part is hard to inspect because its metallic surface reflects light strongly and its geometry does not present all defect zones in one view. High-speed production further reduces the time available for operators to make consistent decisions.
- Surface condition: Rust, foreign objects, scratches, impact dents, and indentations must be detected without confusing glare or machining texture for defects.
- Shape and process marks: Burrs, protrusions, tool marks, and clamping marks appear on different surfaces and require controlled robot positioning for full coverage.

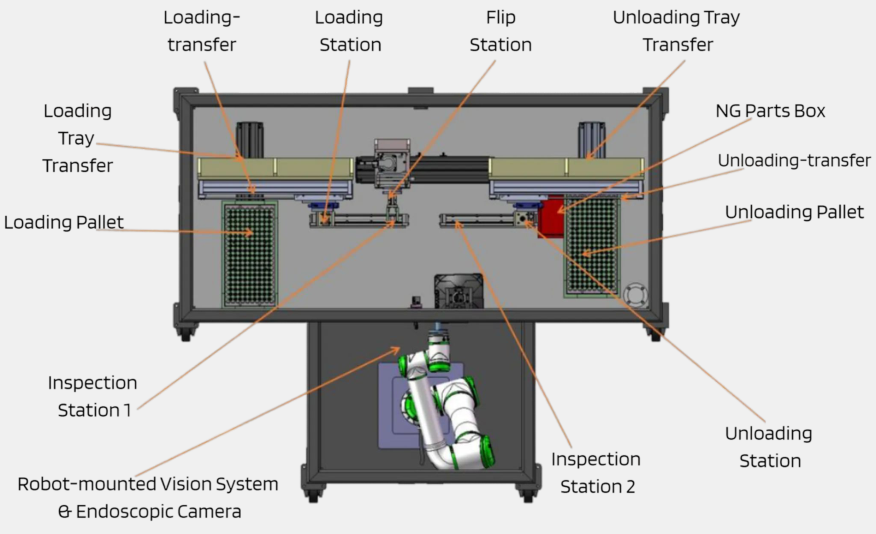
The Solution: Tray-Fed Robotic Inspection with MES Feedback
Robot-mounted imaging gives the system repeatable access to those surfaces. Once the robot path and imaging positions are defined, the AI model receives consistent evidence for each region and the MES receives a structured quality record.
UnitX engineered a tray-fed, robot-mounted inspection system for the valve. The robot presents cylindrical, stepped, and lateral surfaces to OptiX so the AI model can evaluate the full defect set rather than a single flat view.
AVI software performs real-time analysis and uploads results to the MES for traceability and closed-loop quality management. The station also supports automated NG separation, helping the customer route nonconforming parts immediately.
Results: Surface Inspection at ≥90% OEE
By automating the inspection of complex, reflective geometries, the UnitX system delivered the following validated production metrics:
- 0% False Acceptance Rate: Guarantees absolute interface integrity by catching all critical micro-defects before assembly.
- ≤ 5% False Rejection Rate: Maintains low scrap rates, optimizing yield despite the highly reflective metallic surfaces.
- ≤ 26 s Cycle Time (100 mm/s fly-capture speed): Ensures full-surface evaluation across cylindrical and lateral geometries without slowing throughput.
- ≥ 90% Overall Equipment Effectiveness (OEE): Delivers high system availability and stable, continuous operational performance.
Defect Visualization
Raw captures (top row) and AI detection results (bottom row) for four primary defect combinations; each annotated on the curved and stepped valve surfaces.
- Indentation & Rust / Impact dents & Rust: Co-occurring mechanical damage and corrosion on the sealing face.
- Clamping mark & Rust / Tool marks: Process anomalies logged for root cause feedback.
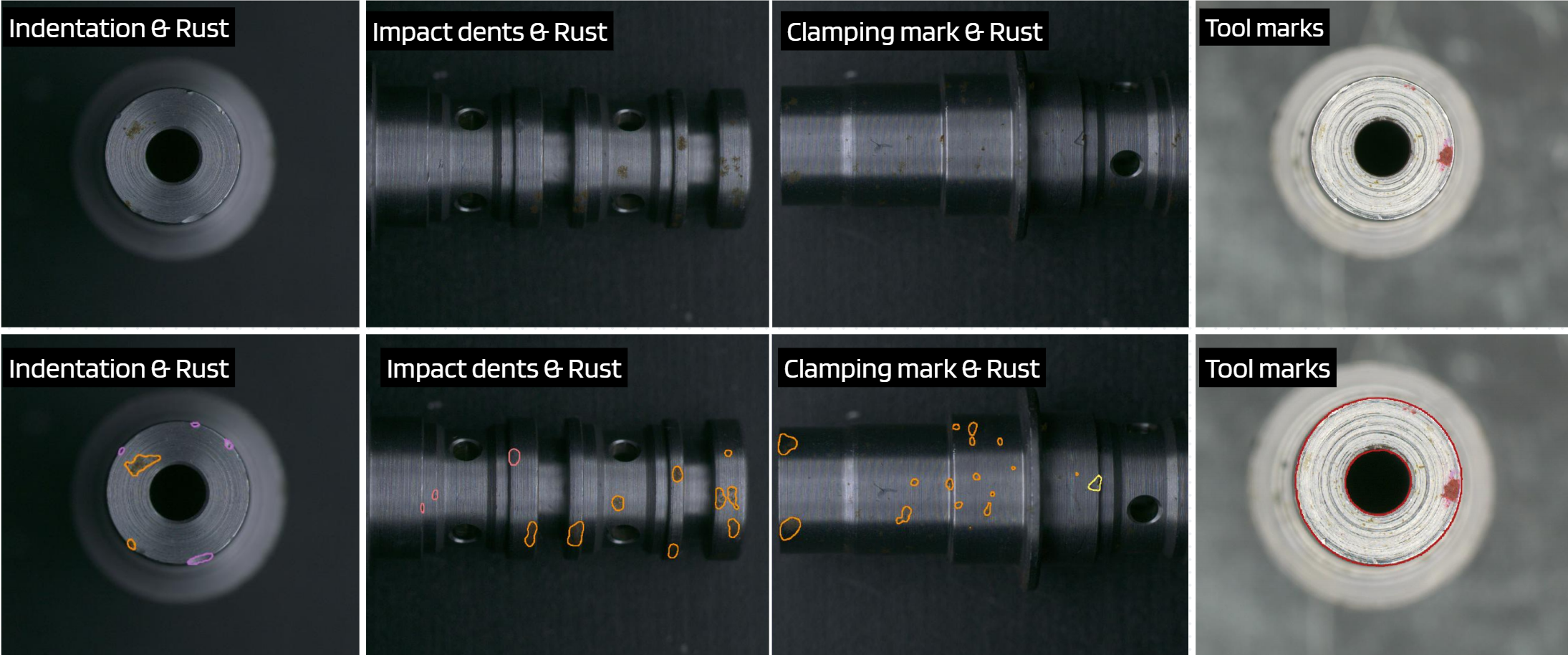
Raw image vs. AI detection: each defect annotated with precise boundaries and uploaded to MES for closed-loop process feedback.
Conclusion
The 3-way valve flange is too critical for random sampling. UnitX’s robot-mounted system delivers 100% coverage; cylindrical, stepped, and lateral; with traceable inspection results, high OEE, and closed-loop MES traceability.
Close the sampling gap with 100% AI coverage.
Contact UnitX to discuss three-way valve inspection deployment.









