Introduction: Precision Under Pressure
A single defective roller can compromise an entire engine or suspension system. In these high-load environments, even a microscopic pit or grinding burn threatens the entire assembly, leading to severe system failure. To prevent these defects from reaching the end user, manufacturers need absolute confidence in their quality control. UnitX delivers this certainty by deploying an automated, high-speed inspection solution. By sorting out nonconforming parts instantly, the system guarantees batch consistency and protects the final automotive product from catastrophic failure.
The Challenge: Simultaneous Multi-Surface Inspection at High Throughput
Catching micro-defects on a fast-moving production line is difficult, but doing it across complex geometries makes it a massive challenge. Operators struggling to manually examine the rollers’ end faces alongside their curved surfaces were causing severe throughput delays and inconsistent defect classification. The factory needed an automated system that could scan the complete surface area simultaneously, instantly classifying flaws without human intervention.
The Defect Spectrum:
The system covers a broad range of surface defects on metallic rollers (D=6–13 mm, L=10–61 mm):
- Surface Damage: Impact damage, crush damage, scratches, mottling, and cosmetic rust.
- Manufacturing Flaws: End-face pits, oversize or missing chamfers, insufficient grinding, material shortages, outer diameter pits, black spots, feed marks, and grinding burns.

Metallic rollers (D=6–13 mm, L=10–61 mm): the system inspects both end faces and the full cylindrical surface of every roller in production.
The Solution: Four-Camera Group Inspection and Automatic Sorting
To achieve full surface coverage without sacrificing line speed, UnitX engineered a fully automated inspection cell. Rollers enter the system in groups of four via an automated transfer mechanism. As they move through the station, four synchronized OptiX imaging stations simultaneously capture high-resolution data of both the end faces and the complete cylindrical outer surfaces. The CorteX instantly processes these feeds, and an automated conveyor seamlessly sorts the OK and NG parts into separate trays, completely eliminating the need for operator intervention.
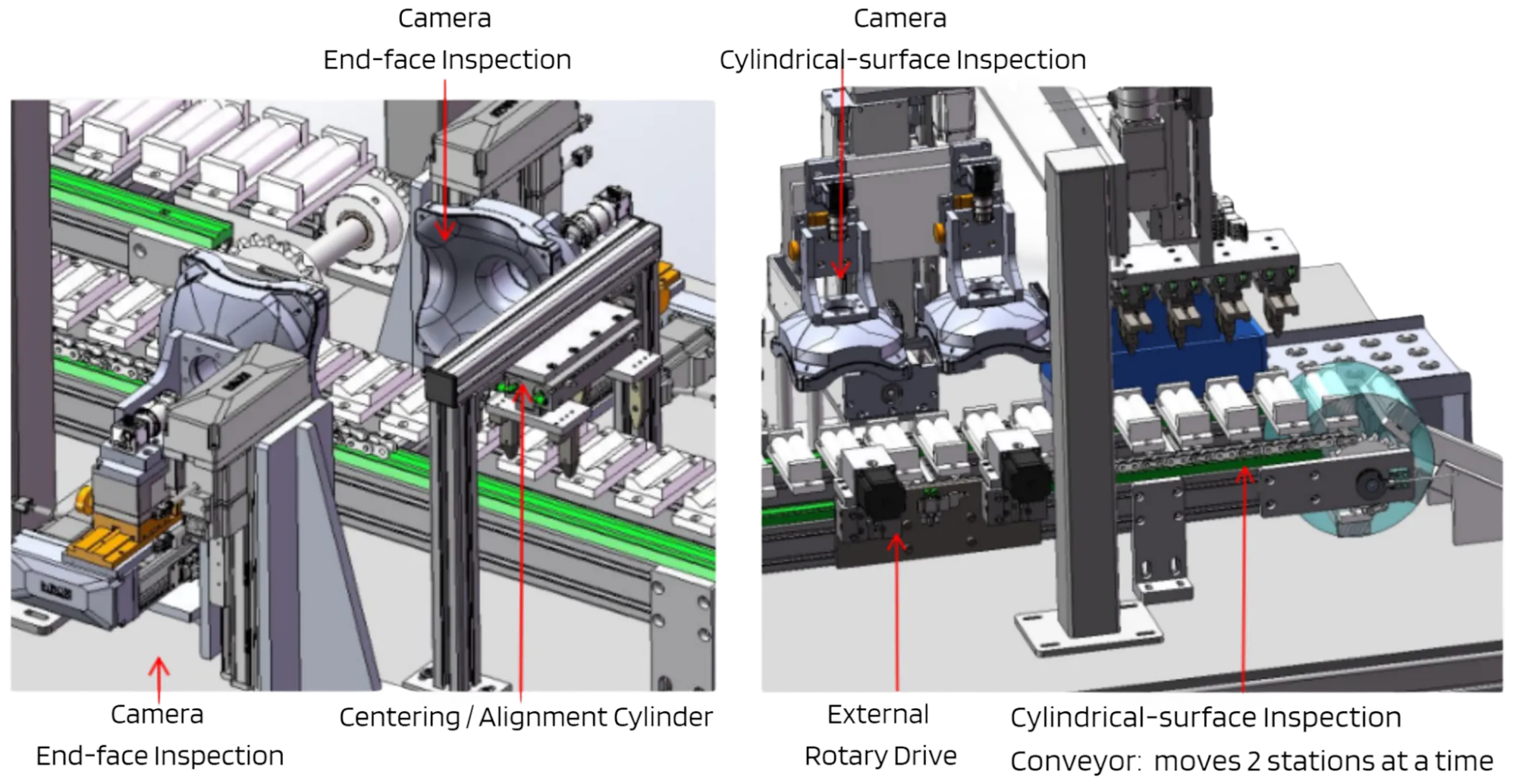
Four-camera inspection station: simultaneous end-face and cylindrical-surface coverage with automatic OK/NG sorting conveyor.
UnitX AI Visual System:
- Imaging System: Four synchronized OptiX imaging units engineered for simultaneous end-face and cylindrical surface coverage.
- AI Detection System: CorteX managing defect models and system training, executing instant decisions to sort out OK and NG parts.
Results: Zero Escapes at 90 mm/s
The four OptiX imaging units successfully secured the quality gate without compromising production speed. The verified inline metrics include:
- Perfect Quality Gate: A 0% False Acceptance Rate ensures absolutely no defective rollers reach the customer.
- Low Scrap Rate: A False Rejection Rate of ≤ 5% maintains optimal production yield.
- High-Speed Inline Processing: Total system cycle time is ≤ 2 s at a fly-capture speed of 90 mm/s.
- Static Capture Precision: Cycle time is 0.2s per inspection point.
Defect Visualization
The images below show AI defect detections across the roller surface. The system classifies each defect by type and location, enabling targeted rejection and process feedback.
- Dent and Impact Damage: Mechanical damage to the roller body.
- Mottling, Grinding Burn, and Insufficient Grinding: Manufacturing process anomalies on the cylindrical surface.
- Scratches, Feed Marks, and Chamfer Damage: Surface and geometry defects on the end faces.
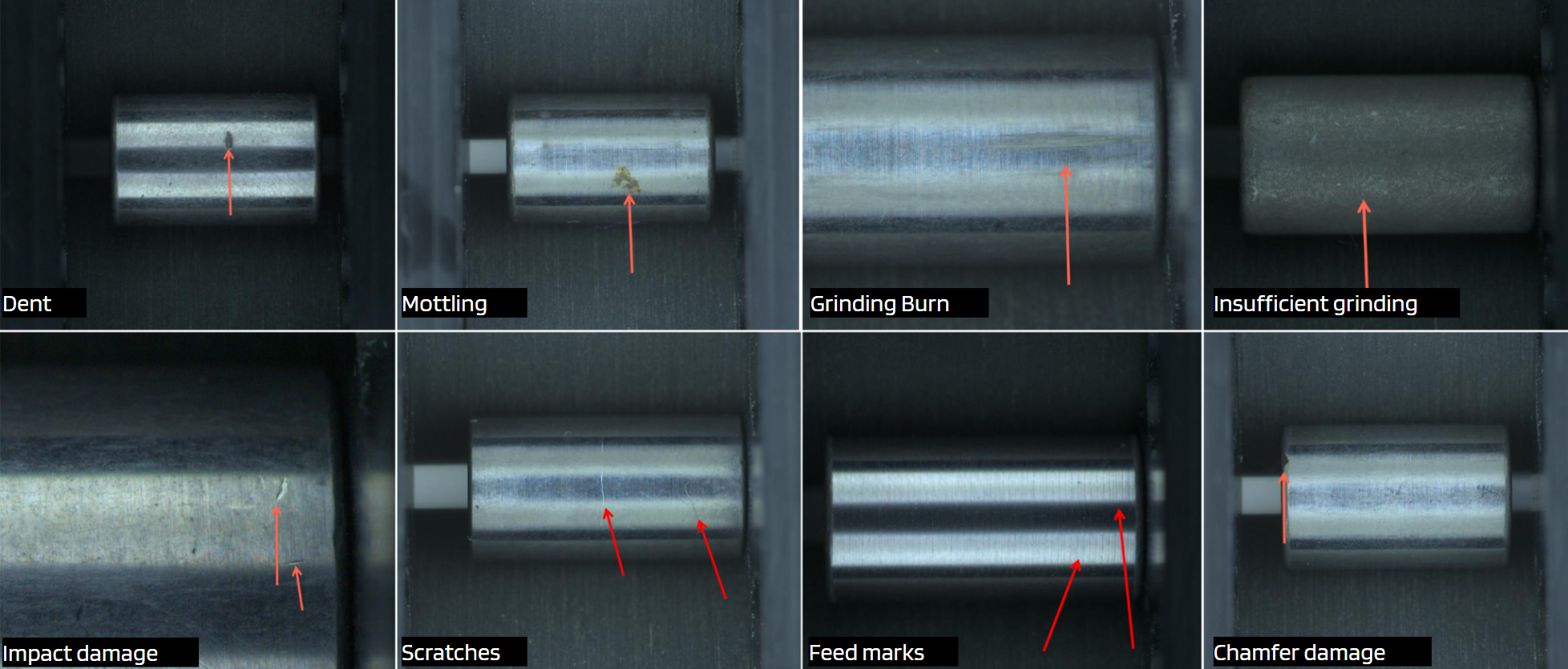
AI detection results across all defect classes: each defect is classified and located in real time, with results uploaded to the production system for full batch traceability.
Conclusion
Roller surface integrity is non-negotiable in powertrain and suspension applications. UnitX’s automated inspection station delivers 100% coverage of both end faces and cylindrical surfaces at full production speed. The result is zero escapes, automatic sorting, and completely operator-free quality control.
Inspect every roller, every surface, every time. Contact UnitX to discuss high-throughput roller surface inspection.









