Battery tab laser weld inspection is one of the most technically demanding quality challenges in EV battery manufacturing. The tab itself — a thin metal conductor that connects the electrode assembly to the cell terminal — is laser-welded in a process that must be executed with sub-millimeter precision on highly reflective metal surfaces, at production speeds that may reach hundreds of welds per minute.
The consequences of a defective weld extend beyond simple part rejection. A single compromised tab connection in a battery cell can lead to accelerated degradation, reduced capacity, or, in extreme cases, thermal runaway that renders the entire battery pack unsafe.
Research published in Nature Communications on battery quality at scale identifies manufacturing defects — particularly at the cell assembly stage — as the primary driver of battery safety incidents. It notes that a misalignment of 50 microns (half the thickness of a sheet of paper) can cause open-circuit failure or internal short circuits. WardsAuto’s reporting on Volkswagen’s 44,000-vehicle recall due to misaligned battery electrodes from supplier SK Battery America — traced to a manufacturing defect in cell stacking — illustrates the real-world consequences of inadequate inline inspection. AI visual inspection is increasingly the production-grade solution to this challenge.
Key Takeaways
- Battery tab laser weld inspection requires detection of 6 distinct defect categories — each with different visual signatures, acceptance criteria, and safety implications — making it a multi-task AI detection problem, not a simple pass/fail inspection.
- Reflective metal surfaces and heat tint are the primary imaging challenges — traditional rule-based machine vision fails on battery tabs because glare, color shift, and weld geometry variability lead to both false escapes and high false rejection rates. Software-defined lighting with multi-angle capture helps resolve these issues.
- 100% inline inspection is required, not sampling — given the safety implications of battery defects in EV applications, batch sampling is structurally inadequate. Every weld must be inspected at production speed.
- AI inspection enables closed-loop process control for laser weld quality — when the system detects drift in weld position, spatter patterns, or discoloration, MES integration can trigger process parameter adjustments before defects propagate across a production run.
- The EV battery market is growing at 21.5% CAGR, reaching a projected $370B by 2034 — the scale of battery production required to support electrification creates inspection throughput demands that only AI-powered inline systems can meet.
The Battery Tab Weld Inspection Challenge
Battery tab laser weld inspection fails in rule-based machine vision systems for three structural reasons.
First, battery tabs are made of highly reflective metals — copper, nickel, and aluminum alloys — whose surfaces create specular glare that overwhelms rule-based edge detection algorithms. The system either flags glare as a defect, generating false rejections, or misses actual defects hidden within glare regions, resulting in escapes.
Second, laser welding produces heat tint — color and surface texture changes in the metal surrounding the weld — that vary with weld energy, speed, and material batch. Rule-based systems cannot be reliably programmed to distinguish acceptable heat tint from defect-associated discoloration without constant reprogramming as process parameters change.
Third, weld defects manifest in highly variable geometries: porosity holes range from 0.1mm to 2mm, spatter particles can appear at any position and orientation around the weld, and position deviations can occur in any direction within the two-dimensional weld area.
AI visual inspection addresses all three problems. Multi-angle imaging with software-defined lighting eliminates glare by capturing the weld surface from multiple angles under controlled illumination, ensuring that every surface region is visible from at least one non-specular angle. AI deep learning models trained on real production defects learn to distinguish heat tint from defect-associated discoloration from examples, without requiring reprogramming for each process parameter change. Pixel-level segmentation enables detection of variable-geometry defects regardless of size or position within the weld area.
Six Battery Tab Weld Defect Categories AI Inspection Must Detect
Effective battery tab weld inspection requires multi-task AI detection across at least six distinct defect categories. The diagram below shows these categories and their key characteristics. Each category has different visual signatures, acceptance criteria, and safety or performance implications — which is why battery tab inspection cannot be handled by a single-task “good/bad” detection model.
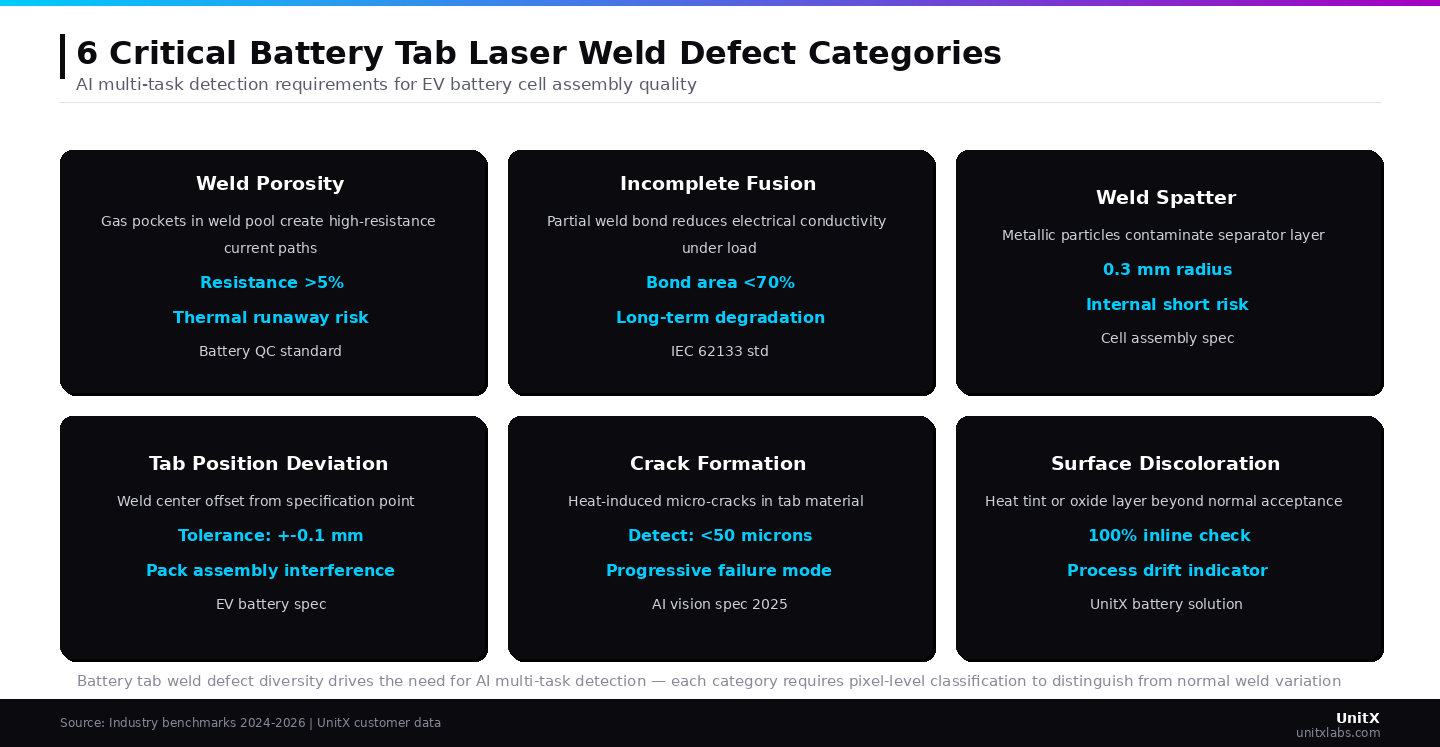
Battery tab weld defect diversity drives the need for AI multi-task detection — each category requires pixel-level classification to distinguish it from normal weld variation
Weld Porosity
Porosity — gas pockets trapped in the weld pool during solidification — is the most structurally significant battery tab defect. Pores create high-resistance regions in the weld cross-section, increasing localized heating under load and accelerating electromigration. A weld with porosity above the acceptance threshold may pass initial electrical testing but will degrade disproportionately faster than a sound weld over the cell’s lifetime. AI inspection detects porosity by identifying circular or oval dark regions within the weld bead, distinguishing them from normal surface variation based on size, contrast, and location relative to the weld boundary.
Incomplete Fusion
Incomplete fusion occurs when laser energy is insufficient to fully bond the tab to the electrode current collector across the required weld area. The resulting partial bond reduces the electrical conductivity and creates a mechanically weak joint that can fail under vibration or thermal cycling. EV battery packs are subjected to significant vibration during operation, making incomplete fusion a critical reliability risk — even when the initial weld passes electrical testing. AI inspection detects incomplete fusion by measuring the effective weld area against the acceptance threshold, distinguishing partial from complete fusion based on the spatial distribution of the weld bead.
Weld Spatter
Spatter — metallic particles ejected from the weld pool during welding — is the defect with the most immediate safety implications. Spatter particles on the electrode assembly or separator surface can penetrate the separator during cell assembly or operation, creating an internal short circuit that may trigger thermal runaway. Detection requires identifying metallic particles outside the weld area and distinguishing them from acceptable surface features at the 0.3mm scale. This demands imaging resolution and lighting conditions that traditional machine vision cannot reliably achieve on reflective metal surfaces.
Tab Position Deviation
Tab position deviation — the offset of the weld center from its specification location — primarily affects downstream pack assembly rather than immediate cell performance. Out-of-specification tab positioning can cause interference during module assembly, requiring costly rework and, in some cases, making recovery impossible without cell disassembly. Acceptance tolerance is typically ±0.1mm. AI inspection measures weld position against a reference coordinate system, detecting deviations before the cell reaches module assembly.
Crack Formation
Thermally induced micro-cracks in the tab material or weld zone represent a progressive failure mode. Cracks typically do not cause immediate electrical failure but can propagate under thermal cycling and vibration over the cell’s lifetime. Detection requires sub-50-micron imaging resolution and AI segmentation capable of distinguishing genuine cracks from normal surface texture. Academic literature on battery tab welding indentifies crack formation as a key quality challenge associated with specific material combinations and laser parameter. MDPI’s comprehensive review of EV battery pack welding quality assurance identifies crack detection as one of the primary technical gaps in current inspection practice that AI vision is positioned to address.
Surface Discoloration
Heat tint and oxide layer formation beyond the acceptance range, indicates process parameter drift. Changes in laser power, pulse frequency, or scan speed can shift the qualified process window. Surface discoloration is not necessarily a failure mode by itself, but it is a reliable process drift indicator. When discoloration increases across consecutive welds, it signals that a process parameter has shifted, and the next defect category to manifest will likely be porosity, incomplete fusion, or crack formation. Inline detection of discoloration drift enables process correction before structural defects appear.
Imaging System Requirements for Battery Tab Inspection
Battery tab inspection requires imaging capabilities beyond commodity industrial cameras. The three requirements that determine inspection effectiveness are resolution, lighting control, and cycle time.
Resolution must be sufficient to detect the smallest specified defect at production speed — typically sub-50-micron lateral resolution for crack and porosity detection on standard tab geometries. This requires high-megapixel imaging combined with stable mechanical fixturing that eliminates positional blur during fly capture. OptiX, UnitX’s software-defined imaging system, achieves 50 MP imaging with 1 m/s fly capture capability, enabling inspection at battery tab production speeds without stop-motion staging.
Lighting control is the most critical differentiator for battery tab inspection. Multi-angle illumination — capturing the weld surface from different angles simultaneously or sequentially — eliminates the specular glare problem that disables rule-based machine vision on reflective metal surfaces. OptiX’s 32-channel software-defined lighting cycles through 50 lighting modes per second, selecting the combination that best illuminates each defect type while suppressing glare. This capability distinguishes effective battery tab inspection from legacy machine vision approaches.
Cycle time must match production line throughput — typically 0.5–2 seconds per cell at current gigafactory production rates. CorteX’s 100 MP/s inference throughput supports 50 MP image inspection at sub-100ms cycle time, well within production constraints.
MES Integration: From Detection to Process Control
Detecting defects is necessary but not sufficient for battery manufacturing quality management. The economic value of AI inspection comes from closing the loop between detection and process adjustment. When CorteX detects a systematic spatter pattern across consecutive welds, that data should reach the welding process control system within the same production cycle — triggering a laser parameter review before the next weld cell enters production.
UnitX’s CorteX platform integrates with MES via OPC-UA and REST APIs, transmitting per-weld inspection results — defect category, location, severity score, and accept/reject decision — in real time. This enables three levels of quality management: immediate cell rejection at the inspection station; shift-level defect trend monitoring for process stability analysis; and batch-level traceability records linking each inspected cell to its production parameters, supporting root-cause analysis when field issues are reported.
This traceability is particularly important for battery manufacturers supplying automotive OEMs, where IATF 16949 compliance requires full inspection records for every cell in the production lot.
UnitX’s battery inspection solutions cover the complete cell manufacturing process — electrode inspection, cell assembly, tab welding, sealing, formation, and module/pack assembly — providing end-to-end traceability from cell production through pack qualification. Published case studies show how customers have used per-cell inspection data to isolate defect root causes to specific production shifts, line positions, and process parameters within hours of a quality event, rather than days.
The EV Battery Market Imperative
The scale of battery production required to support electrification makes inspection automation a necessity, not just an efficiency improvement. Market analysis projects the EV battery market to grow from $106B in 2025 to $370B by 2034 at 21.5% CAGR.
A Western gigafactory producing 38 GWh annually operates at roughly 70 cells per second — a production rate at which 100% manual inspection is impossible, and 100% AI inspection is the only viable approach. Research cited in Nature Communications notes that battery plant scrap rates can reach 90% at production ramp-up, with systematic quality issues directly tied to insufficient inline inspection capability during scale-up phases.
Grand View Research identifies battery manufacturing as one of the fastest-growing end markets for AI machine vision — driven by the combination of high throughput requirements, reflective surface imaging challenges, and safety implications that make battery inspection uniquely demanding and valuable to solve. Manufacturers that build robust inline AI inspection into their battery production process during gigafactory ramp-up are the ones that avoid the billion-dollar recalls that have characterized early-generation EV battery production.
Implementing Battery Tab AI Inspection: Deployment Considerations
Battery tab inspection deployment begins with imaging system configuration. The weld area must be imaged from at least two angles with controlled illumination to eliminate glare across the entire weld surface. The specific angle combination depends on tab geometry, weld size, and the defect categories in scope — a configuration typically developed during pre-production system integration.
Defect taxonomy definition is a critical step in battery tab inspection. Because different defect categories have different acceptance criteria (for example, porosity thresholds differ from spatter thresholds), and because different cells in a battery pack may have different tolerance requirements based on their position in the electrical circuit, the taxonomy must be defined at the cell-type level and validated against qualification testing data before production begins.
Model training using FleX-Gen synthetic data is particularly valuable for battery tab weld defects because some defect types — such as weld cracking — are intentionally rare in well-controlled production. Collecting 500 images of hairline cracks in tab material under normal production conditions would require months and significant process provocation. FleX-Gen can generate synthetic crack images from 3 real examples in approximately 30 minutes, enabling model training before production begins.
Manufacturers evaluating this approach can consult UnitX’s battery manufacturing experts to assess their specific tab geometry, weld configuration, and defect taxonomy against deployment data from existing battery tab inspection installations.
Frequently Asked Questions
Can AI vision detect all battery tab defects, or are some defect types outside its capability?
AI visual inspection detects the surface and near-surface defect categories covered by visible-light and 2.5D imaging:, including porosity, incomplete fusion (detected by weld area measurement), spatter, position deviation, surface-level crack formation, and discoloration. Sub-surface voids detectable only by X-ray or ultrasound, and bulk metallurgical defects requiring destructive testing or EDX analysis, require complementary inspection methods. In practice, the surface-detectable categories cover the majority of battery tab weld defects that affect production yield and field reliability — sub-surface inspection is typically applied selectively on sample cells or for qualification testing rather than inline at production rate.
How does software-defined lighting differ from standard machine vision lighting for battery tab inspection?
Standard machine vision lighting uses a fixed illumination configuration designed for a specific part geometry and surface finish. When part geometry, surface reflectivity, or process parameters change, the lighting configuration must be reconfigured manually — a process that can take hours and requires a vision engineer. Software-defined lighting changes illumination configurations in software, cycling through dozens of configurations per second without physical adjustment. For battery tab inspection, this means a single OptiX unit can inspect multiple tab geometries on the same line, automatically selecting the optimal lighting configuration for each tab type based on pre-programmed profiles.
What throughput can AI battery tab inspection achieve?
CorteX’s 100 MP/s inference throughput supports 50 MP image inspection at sub-100ms per-cell cycle time. Combined with OptiX’s 1 m/s fly capture capability, this supports battery tab inspection at production speeds up to approximately 600–1,200 welds per minute, depending on cell geometry and the number of tabs per cell. For higher throughput requirements, multiple OptiX units on the same CorteX inference engine can be configured to inspect in parallel. The specific throughput achievable for a given line configuration is calculated during system integration based on cell geometry, conveyor speed, and the number of inspection angles required.
How do AI inspection results integrate with SPC (Statistical Process Control) systems?
CorteX inspection results — defect type, location, severity, weld area measurement, and position deviation — can be transmitted to SPC systems via standard APIs, alongside process parameters from the welding controller. This enables correlation analysis between weld quality metrics and upstream process variables (such as laser power, pulse frequency, scan speed, and shielding gas flow), helping identify the root cause of quality drift faster than manual investigation. Quality management best practices recommend integrating inspection data directly into SPC dashboards so process engineers can monitor quality trends in real time, rather than relying on shift-end reports.









