An AI visual inspection system that detects defects accurately but writes results to a local database that no other system reads is, for practical purposes, a sophisticated reject counter. The real value of AI inspection — the value that justifies Tier-1 supplier investment and compresses payback timelines below 12 months — comes from connecting inspection data to the manufacturing systems that drive production decisions.
The MES is the digital nervous system of the modern factory, operating on a time scale of minutes, seconds, or even milliseconds, compared to the days- or weeks-long time scale of ERP systems. AI inspection data belongs in that nervous system, triggering real-time responses—not end-of-shift reports.
95% of manufacturing decision-makers surveyed had invested or plan to invest in AI within five years, and half named quality control as a primary target. The integration question — how AI inspection output connects to PLC, MES, SPC, and ERP — is often where that investment either compounds or stalls. This guide provides a practical architectural blueprint for quality engineers navigating that integration challenge with existing manufacturing infrastructure.
Key Takeaways
- AI inspection integration operates at four levels: PLC controllers (milliseconds), MES traceability (seconds), SPC/QMS feed (minutes), and ERP reporting (shift-level).
- OPC-UA is the primary industrial integration protocol for structured data exchange between AI inspection systems and MES/SCADA, while MQTT handles high-frequency streaming to cloud analytics.
- Part traceability linkage — connecting each inspection result to a unique part identifier — is the non-negotiable foundation that makes cross-system quality intelligence possible.
- Closed-loop quality control requires bidirectional MES integration: inspection data must not only flow up to MES and ERP, but process adjustment signals must flow back down to the production system.
- Phased integration is the recommended approach — start with PLC reject control and MES traceability, add SPC feeds in Phase 2, and complete the ERP closed-loop integration in Phase 3.
Understanding the Manufacturing Systems Stack
The ISA-95 Automation Pyramid: Where AI Inspection Lives
The ISA-95 international standard for manufacturing systems integration organizes the factory automation hierarchy into five levels. Level 1 and 2 covers physical sensors, actuators, and PLC controllers. Level 3 is the manufacturing execution system — the operational layer that manages real-time production execution, quality enforcement, and shop-floor data collection. Level 4 is the enterprise system — ERP, financial planning, supply chain management.
AI visual inspection operates at Levels 1and 2 for its real-time inference and reject decisions, feeds data into Level 3 for quality management and traceability, and contributes aggregated metrics to Level 4 for production reporting and inventory management.
Understanding this architecture matters for integration design because the data requirements and latency tolerances differ fundamentally at each level. Level 1 and 2 integration (PLC controller) requires sub-millisecond to millisecond response times and deterministic digital I/O signals. Level 3 integration (MES traceability) operates in seconds, using structured data exchange protocols. Level 4 integration (ERP quality reporting) operates at shift or daily granularity and typically uses REST APIs or file-based data exchange.
MES acts as the two-way bridge linking high-level ERP systems with low-level PLCs, enabling order execution, work instruction enforcement, traceability, data collection, and decision support — functions that AI inspection data directly supports when properly integrated.
MES vs ERP: Different Integration Requirements for Inspection Data
Quality engineers often conflate MES and ERP integration, but they serve fundamentally different functions. MES integration enables operational decisions: which parts pass, which are placed on hold, which require re-inspection, and which process parameters need adjustment — decisions made in seconds on the shop floor. ERP integration enables business decisions: yield rate reporting, scrap cost accounting, warranty exposure tracking, and supplier quality ratings — decisions made by quality managers and operations directors reviewing shift or daily summaries.
AI inspection data has more immediate operational value in MES than in ERP. The MES receives inspection results for every part, associates them with production orders and part serial numbers, and triggers immediate quality workflows (hold, rework, scrap, release). The ERP receives aggregated quality summaries — defect rates by product family, scrap quantities by shift, and inspection volume per line — that feed financial reporting and process improvement tracking.
Designing the integration to serve both requirements simultaneously is the architectural challenge that this guide addresses.
The Four Integration Connection Points
1. PLC-Level Reject Signal: Real-Time Control at Cycle Speed
The most time-critical integration between AI inspection and the production system is the reject signal: the digital output that triggers a pneumatic reject gate, stops a conveyor, or alerts a robot to divert a part before it advances to the next operation. This signal must fire within the part’s dwell time at the inspection station — typically 1-4 seconds at production throughput rates — and must be deterministic. A missed or delayed reject signal ships a defective part.
The technical implementation uses standard PLC digital I/O: the AI inspection edge compute unit asserts a discrete output (typically 24 VDC) when a part is rejected, and the PLC reads this signal through its standard digital input module. This approach requires no networking protocol overhead and operates with the determinism of hardwired logic. Machine vision and PLC integration provide a replicable framework, using PLC logic and vision system synchronization for intelligent manufacturing with real-time rejection capability.
Beyond the binary reject signal, the AI visual system can communicate structured defect information: defect class, location, and severity — to the PLC through fieldbus protocols (Profinet, EtherNet/IP) or OPC-UA. This additional data enables the PLC to route parts differentially: a dimensional defect can be routed to rework, while a cosmetic defect can be routed to scrap, without requiring a human re-inspection decision at the rejection station. CorteX’s 8-task detection architecture classifies defects at inference time, enabling this differentiated PLC routing without a separate classification step.
2. MES Integration: Part Traceability and Quality Data
Part traceability integration links every inspection result: pass/fail, defect class, defect image, and timestamp — to a unique part identifier that the MES tracks from material receipt through final shipment. This creates the production genealogy required for quality investigations, warranty traceability, and process correlation analysis. Without traceability linkage, AI inspection generates defect counts; with it, AI inspection generates actionable quality intelligence.
The implementation requires a handshake protocol: the MES provides the part identifier (typically scanned from a barcode or RFID at the inspection station entry) to the AI inspection system before each part enters the field of view, and the AI visual system returns inspection results tagged with that identifier after inspection is complete. OPC-UA’s timestamped data collection enables automated quality traceability without manual logging — inspection results, timestamps, and part identifiers flow directly into the MES quality module, automatically through the OPC-UA interface, creating a complete part history without operator input.
UnitX integrates directly with customer MES systems for real-time data traceability and closed-loop quality control. The integration supports standard MES platforms and uses standard industrial protocols — no proprietary middleware required. Setup follows a standardized integration blueprint established at the pilot deployment, enabling subsequent lines to replicate the MES connection in hours rather than days.
3. SPC and Quality Management System Feeds
Statistical process control (SPC) requires a continuous stream of defect data at the part level — the same data that MES traceability captures, formatted for SPC software consumption. AI inspection systems that generate high-frequency defect data (100+ parts per minute on some automotive lines) generate SPC datasets at a volume and granularity that are impractical to collect manually. This data enables SPC charts to detect process drift in near-real-time, rather than on end-of-shift sampling.
The integration architecture publishes inspection results via OPC-UA or REST API to the SPC system at configurable intervals — part-level for real-time control charts or batch-level for shift-level Cpk reporting. Quality management systems (QMS), which manage non-conformance records, corrective actions, and supplier quality metrics, receive defect data from the AI inspection system through REST API or direct database integration. This enables automated non-conformance report generation when defect rates exceed specification limits.
4. ERP Reporting and Closed-Loop Process Control
ERP integration closes the loop from production execution to business-level reporting. The AI inspection system (through MES) provides ERP systems with inspection summary data: total parts inspected, parts passed, parts rejected, defect category breakdown, and rework disposition counts. This data supports ERP quality modules, inventory valuation (scrap write-offs), production reporting, and supplier quality scorecards.
A more advanced ERP integration pattern is close-loop process control. When the AI inspection system detects a defect rate trend that exceeds a configurable threshold, it can trigger automatic process parameter adjustments through the MES — without requiring manual intervention from a quality engineer. UnitX solutions support this close-loop architecture, enabling inspection data to drive process intelligence rather than simply reporting defect counts after production.
The shift from reactive defect reporting to predictive process adjustment is the maturity milestone that separates AI inspection deployments that deliver sustained ROI from those that plateau after initial yield improvements.
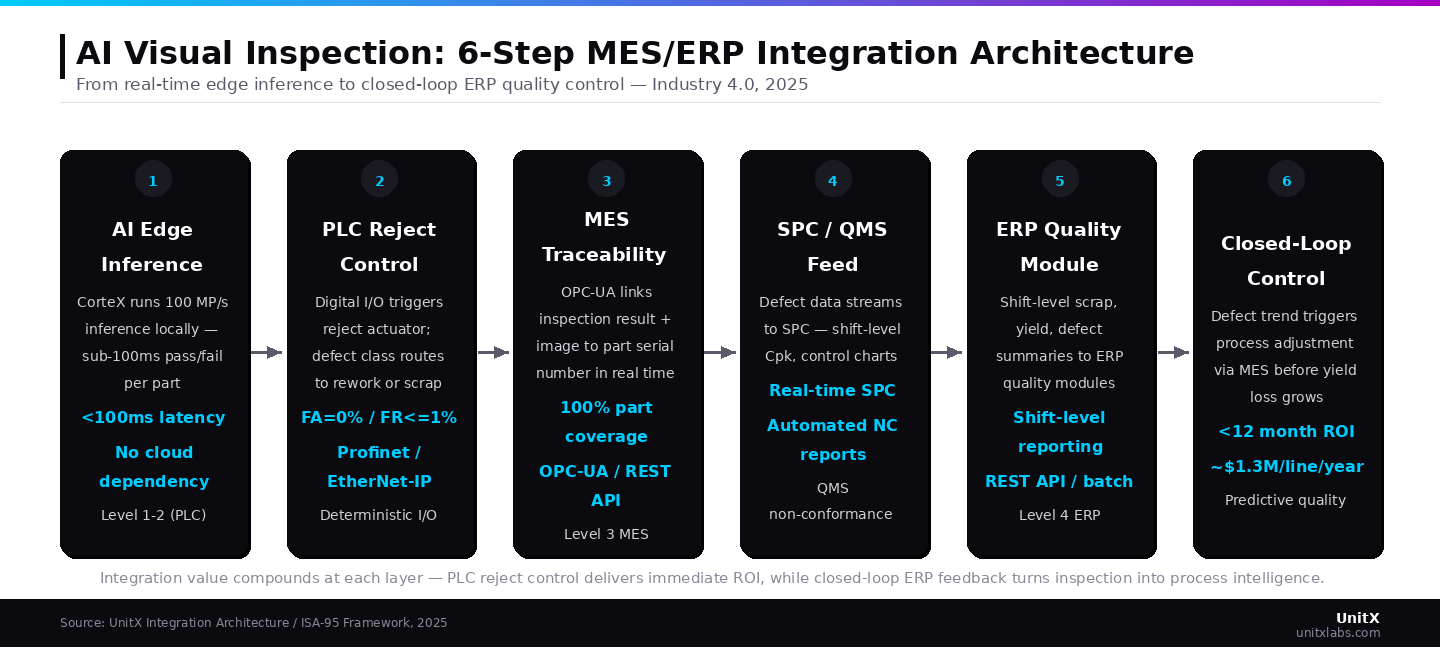
The integration value compounds at each layer — PLC reject control delivers immediate ROI, while closed-loop ERP feedback transforms inspection from a detection tool into a process intelligence system.
Protocol Selection: OPC-UA, MQTT, and REST
Choosing the Right Protocol for Each Integration Layer
OPC-UA and MQTT, when used together, form a resilient backbone for the connected factory, with each protocol suited to a specific integration layer. OPC-UA is the de facto standard for structured, secure industrial automation data exchange — offering rich information modeling with semantic meaning, built-in security, and vendor-neutral interoperability. MQTT is optimized for lightweight, high-frequency streaming to cloud analytics platforms. REST APIs handle transactional, request-response integration with enterprise systems.
| Protocol | Best For | Integration Layer | Latency |
| Digital I/O | Reject triggering, safety interlocks | PLC (Level 1and 2) | <1 ms (deterministic) |
| OPC-UA | MES traceability, SPC feeds, SCADA | MES (Level 3) | 10–100 ms |
| MQTT | High-frequency streaming, cloud analytics | IIoT / Cloud | 100–500 ms |
| REST API | ERP quality reporting, non-conformance | ERP (Level 4) | 1–30 seconds (batch) |
| Profinet/EtherNet-IP | Defect data to PLC for routing logic | PLC (Level 1 and 2) | <10 ms |
UnitX AI inspection systems support OPC-UA natively for MES integration and use configurable digital outputs for PLC controllers. The integration layer abstracts protocol complexity from the end user — quality engineers configure integration targets and data mappings, not protocol implementations. Support for 20+ industrial protocols ensures compatibility with existing facility infrastructure, regardless of PLC vendor or MES platform generation.
Step-by-Step Integration Sequence
The recommended phased integration sequence builds incrementally from operational control to business intelligence, validating each layer before adding complexity.
Phase 1 — Operational foundation (Week 1–2): Configure PLC digital I/O for reject triggering and verify deterministic reject performance at production line speed. Validate FA = 0% and FR ≤ 1% against specification before connecting any higher-level systems. The PLC reject integration must be fully validated before adding MES or ERP complexity.
Phase 2 — MES traceability (Week 2–4): Implement the part identifier handshake between the MES and the AI inspection system. Verify that every inspection result is tagged with the correct part serial number and appears in the MES quality record within the configured latency window. Run a 48-hour production validation to confirm there are no missed records or identifier mismatches.
Phase 3 — SPC and QMS feed (Week 4–6): Configure OPC-UA or REST feeds to the SPC system and validate that control charts populate in real time from AI inspection output. Set threshold-based non-conformance triggers in the QMS and verify that automated reports are generated correctly when defect rates exceed limits.
Phase 4 — ERP integration and closed-loop control (Week 6–10): Configure ERP quality module feeds for shift-level reporting and implement the bidirectional process adjustment feedback loop where appropriate. Talk to a UnitX expert about configuring closed-loop process control integration for your specific MES and ERP environment.
Common Integration Pitfalls and How to Avoid Them
The four most common integration failures share a root cause: insufficient attention to the timing and sequencing constraints of production-line data exchange.
Part identifier mismatch:
The most damaging integration failure is associating an inspection result with the wrong part serial number. This corrupts traceability records and can cause defective parts to appear as cleared in the MES.
Mitigation: Require positive confirmation of part identifier receipt before inspection begins, and reject any inspection attempt that proceeds without a confirmed identifier. Design the identifier handshake to fail safely — a missing identifier should halt inspection, not proceed with a null ID.
MES integration latency exceeding SPC requirements:
If MES integration introduces a 30-second delay between inspection completion and SPC data availability, control charts cannot detect process drift in time to prevent defect accumulation.
Mitigation: Design the OPC-UA or REST feeds for part-level latency (seconds), not batch-level latency (minutes). UnitX resources include integration configuration guidance for achieving real-time MES data feeds on common MES platforms.
Protocol mismatch with legacy PLC equipment:
Older PLC generations may not support OPC-UA natively, requiring Profibus/Profinet, or legacy Modbus TCP protocols. Deep learning inspection systems must interface with factory-floor control systems that span multiple generations of industrial protocols.
Mitigation: Address this during the integration design phase — not after deployment — by inventorying all PLC generations in scope and confirming protocol compatibility before finalizing hardware selection.
ERP integration over-engineering:
Manufacturers often over-specify ERP integration in the project scope, consuming engineering resources on reporting features that the operational team may not use.
Mitigation: Start with a minimum viable ERP integration — shift-level scrap counts and defect category summaries — and expand only when the operational team demonstrates demand for additional ERP data flows. The operational value of AI inspection lies in PLC and MES integration; ERP reporting is a business intelligence layer, not an operational requirement.
Frequently Asked Questions
Does AI visual inspection require a new MES, or can it integrate with our existing system?
AI visual inspection integrates with existing MES systems through standard industrial protocols — OPC-UA, REST API, or flat-file exchange — without requiring a new MES deployment. The integration approach depends on which protocols your current MES supports. Modern MES platforms (SAP ME, Siemens Opcenter, Rockwell FactoryTalk, Apriso) support OPC-UA natively, while older platforms may require middleware to bridge between the AI inspection REST API and the MES data model.
UnitX’s support for 20+ industrial protocols covers the range of MES platforms commonly deployed in automotive, battery, and electronics manufacturing. Integration scope should be assessed during the system design phase — not after installation — to avoid post-deployment protocol translation work.
What data should AI inspection send to ERP vs MES?
MES receives operational data at part level: part identifier, inspection timestamp, pass/fail decision, defect class (if failed), defect location, defect image reference, and disposition (scrap, rework, release for re-inspection).
ERP receives aggregated quality summaries at the shift or production-order level: total inspected, total passed, total rejected, scrap quantity by defect category, rework quantity, and first-pass yield rate.
The key principle is time granularity: MES operates in seconds and drives operational decisions, while ERP operates in shifts or days and drives financial and planning decisions. Sending part-level inspection records directly to ERP is technically possible but creates data volumes that ERP systems are not designed to process and generates negligible business value compared to MES-level quality records.
How does AI inspection integrate with SAP Quality Management?
SAP QM integration typically occurs at two levels: inspection lot creation (SAP QM creates an inspection lot for each production order, and AI inspection results are posted against that lot’s usage decisions) and defect recording (AI-detected defects are recorded as defect entries in SAP QM, with mapping from the AI defect taxonomy to SAP defect catalog codes). The integration uses SAP’s BAPI or REST API interfaces, which the AI inspection system calls at configurable intervals to post quality results. Real-time, part-level posting is achievable for high-priority lines, while production-order-level posting is appropriate for standard reporting. UnitX supports SAP QM integration as part of its standard MES/ERP connectivity toolkit.
What is the integration timeline for a typical AI inspection MES deployment?
Following the phased approach outlined above, PLC reject integration is typically validated within the first week of installation, concurrent with system commissioning and model training. MES traceability integration typically completes within 2–4 weeks, depending on MES platform complexity and the availability of the customer’s integration team. SPC and QMS feeds add an additional 2–4 weeks. ERP integration, if in scope, adds another 2–4 weeks.
The total integration timeline for a complete four-level deployment is typically 6–10 weeks from system installation — roughly in parallel with the 7-day deployment timeline for the AI inspection system itself. The majority of the integration time is in MES and ERP configuration, not in the AI inspection system.









