Imagine a factory where every product has perfect size and shape, checked in real time by a camera. An object dimension machine vision system uses cameras and smart software to measure objects quickly and accurately. These systems help factories spot mistakes fast, save money, and keep workers safe.
| Aspect | Details |
|---|---|
| Market Size 2023 | USD 10.75 billion |
| Projected 2032 | USD 22.59 billion |
| CAGR (2024-2032) | 8.7% |
- Machine vision cuts down errors, speeds up checks, and keeps quality high.
- It works day and night, handling many products for different industries.
Key Takeaways
- Object dimension machine vision systems use cameras and software to measure product size and shape quickly and accurately, improving quality and reducing errors.
- These systems include lighting, lenses, cameras, sensors, and software that work together to capture images and analyze object dimensions without touching the products.
- Machine vision systems offer faster, more precise, and consistent inspections than manual methods, helping factories save money, increase safety, and boost productivity.
- There are 1D, 2D, and 3D machine vision systems, each suited for different tasks and levels of detail, with 3D systems providing the most complete measurements for complex shapes.
- Industries like manufacturing, electronics, medical devices, and automotive rely on these systems to ensure product quality, detect defects early, and support automated production lines.
Object Dimension Machine Vision System
What It Is
An object dimension machine vision system uses cameras, sensors, and software to measure the size and shape of objects. This system captures images and analyzes them to check if products meet specific dimensional standards. The main goal is to ensure every item matches the required measurements for length, width, height, and other geometric features.
A typical object dimension machine vision system includes several important parts:
- Lighting: Different lighting methods help the camera see the object clearly.
- Lens: The lens focuses light and makes the image sharp.
- Camera: The camera takes pictures and sends them to the computer.
- Image Sensors: These sensors turn light into digital signals.
- Cabling and Interface Peripherals: These connect all the parts and move data between them.
- Computing Platforms: Computers process the images and run the software.
- Software: The software checks the images, measures the objects, and makes decisions.
The system performs several key tasks:
- Pattern Recognition: It finds objects by looking at their shape, color, or patterns.
- Visual Positioning: It locates the exact position and angle of each object.
- Measuring: It changes image pixels into real-world units and calculates dimensions with high accuracy.
- Appearance Inspection: It checks for surface problems, such as scratches or printing errors.
Object dimension machine vision systems work best in stable factory settings. They use advanced technology to measure many products quickly and with great precision. These systems can scan hundreds of parts every second and measure many features at once. This speed and accuracy make them much better than manual measurement methods, which are slower and less reliable.
| Aspect/Feature | Object Dimension Machine Vision Systems | Traditional Measurement Methods |
|---|---|---|
| Technology | Hardware-driven, rule-based algorithms | Manual tools, less automation |
| Speed | High (60+ FPS) | Slow, human-dependent |
| Accuracy and Reliability | High, consistent | Variable, human error possible |
| Maintenance | Needs updates for new products | Minimal, but needs skilled users |
| Use Cases | Automated dimension measurement | Manual checks |
Why It Matters
Object dimension machine vision systems play a vital role in modern factories. They help companies keep product quality high by making sure every item meets strict dimensional standards. These systems prevent human error by using fast and precise measurement tools. As a result, they reduce the number of defective products and help maintain consistent quality.
Machine vision systems offer several important benefits:
- They provide unmatched accuracy and precision, which is critical for industries like automotive, electronics, and medical device manufacturing.
- They work quickly, inspecting many dimensions at once and giving real-time feedback. This helps avoid production delays and keeps the assembly line moving.
- Automation removes the need for manual inspection, which can be slow and inconsistent. This leads to better quality control and less waste.
- Non-contact measurement protects delicate parts from damage during inspection.
- These systems can adapt to different industries and products, making them a flexible solution for many manufacturing challenges.
- They support advanced technologies, such as 3D scanning and AI analytics, for even better inspection and process control.
- Machine vision systems help companies save money by reducing labor costs and increasing production speed.
- They also improve workplace safety by reducing the need for people to work in dangerous inspection areas.
Machine vision systems have shown clear improvements in product quality and process efficiency. They detect small defects that humans might miss, reduce scrap, and help companies solve problems faster. In agriculture, for example, these systems measure the volume of fruits and eggs to improve packaging and storage. In factories, they provide real-time data that helps managers make quick decisions and keep customers satisfied.
Note: Proper lighting, camera selection, and software setup are essential for reliable dimensional measurement. Companies must train workers to operate and maintain these systems to get the best results.
How Machine Vision Systems Work
Dimensional Measurement Principles
Dimensional measurement forms the core of machine vision systems. These systems capture images or data from objects and analyze geometric features such as distances, angles, and radii. The process starts when the system uses cameras and sensors to collect visual information. The measured data is then compared against predefined standards or CAD models to check if each object meets the required specifications.
- Dimensional measurement uses high-resolution cameras and advanced sensors to gather precise data.
- The system relies on edge detection, which finds the boundaries of objects by identifying changes between bright and dark areas in an image.
- Projection processing scans the image vertically, collecting average intensity per line. This step helps reduce noise and false detections.
- Differential processing calculates differences in intensity, making edges stand out and removing the effects of lighting changes.
- These steps allow the system to detect features such as position, width, and angle with high precision.
Machine vision systems use non-contact methods for dimensional measurement. This approach prevents damage to delicate parts and ensures repeatable results. The entire process guarantees that measurements remain accurate, reliable, and consistent. In manufacturing, this level of precision supports quality control and reduces the risk of defective products.
Dimensional measurement also depends on proper calibration. Calibration accuracy sets the standard for measurement accuracy. The system’s resolution, defined by pixel or subpixel increments, determines the smallest change it can detect. For example, if a part requires a tolerance of 0.005 inches, the system must have at least ten resolution units across this range. This setup ensures that the maximum calibration error stays within 0.00025 inches, supporting high precision and repeatability.
Lighting and optical components play a key role in dimensional measurement. Proper illumination and telecentric lenses minimize errors such as parallax. These features help the system achieve high precision and maintain dimensional accuracy, even in challenging environments.
Research shows that automated, non-contact measurement in machine vision systems outperforms manual methods. Image preprocessing, edge detection algorithms, and advanced techniques like super-resolution reconstruction improve accuracy and reliability. These methods reduce noise, extract precise edge contours, and enable fast, high-precision measurement. As a result, machine vision systems deliver consistent and reliable dimensional inspection and measurement.
Cameras, Sensors, and Software
Cameras, sensors, and software work together to power machine vision systems. Each component plays a specific role in dimensional measurement and quality control.
- Cameras: High-resolution cameras capture detailed images of objects. These cameras often use CMOS sensors with up to 25 million pixels. Large sensors with more pixels provide clear images, which improves the accuracy of dimensional measurement and defect detection. For tasks that require high precision, a 5MP camera offers enough detail for clear object identification. Lower resolution cameras, such as 1.3MP, work well for applications that need a wider field of view, like motion tracking.
- Sensors: Sensors convert light into digital signals. They help the system detect object features and measure dimensions accurately. Different types of sensors, including optical and laser sensors, support various measurement tasks. Sensors ensure that the system can handle a wide range of objects and environments.
- Lighting: Proper lighting highlights object features and ensures clear, consistent images. High coherence lighting benefits tasks that require high precision, such as 3D imaging. Lower coherence lighting works better for broader coverage.
- Processors: Processors run image processing algorithms. These algorithms perform tasks such as noise reduction, contrast enhancement, and edge detection. Processors ensure that the system can analyze images quickly and accurately.
- Software: Software provides the tools and algorithms for image analysis. It handles tasks such as dimension measurement, defect detection, and pattern recognition. Software also manages calibration routines and optimizes camera settings for consistent results.
The software in machine vision systems follows a clear workflow:
- Image Acquisition: Cameras capture high-resolution images with proper lighting to avoid shadows and highlight object features.
- Image Processing: Algorithms reduce noise, enhance contrast, and detect edges. This step extracts important dimensional information such as shapes, sizes, and dimensions.
- Dimensional Inspection: The system checks product dimensions and tolerances to ensure they meet specifications.
- Decision Making: The software uses processed data for real-time decisions. AI and machine learning improve accuracy and pattern recognition.
- Action Implementation: The system triggers mechanical actions, such as sorting or rejecting defective items. This step ensures quality control and consistency.
AI and machine learning play a growing role in machine vision systems. AI optimizes camera settings and lighting for consistent image quality. Machine learning improves image processing techniques, such as object detection and classification. AI models analyze complex patterns for more accurate decision making. These technologies help the system achieve high precision and efficiency in inspection and measurement.
Machine vision systems depend on regular calibration and optimized lighting conditions. Calibration of intrinsic and extrinsic camera parameters ensures accurate dimensional measurement. Intrinsic parameters define internal camera features, such as focal length and lens distortion. Extrinsic parameters describe the camera’s position and orientation relative to the object. Techniques like rotation difference minimization and vertical direction constraints improve calibration. These steps help maintain accuracy and reliability, especially in dynamic industrial environments.
Tip: Regular maintenance and calibration keep machine vision systems performing at their best. Proper training for operators ensures reliable dimensional measurement and quality control.
Types of Machine Vision Systems
1D Systems
1D machine vision systems use linear cameras and sensors to inspect objects along a single line or axis. These systems excel at tasks such as barcode reading, label verification, and dimensional measurement of objects moving on conveyor belts. They scan objects line by line, making them ideal for continuous motion inspection. Operators often use 1D systems for quality control and sorting based on size measurement.
- 1D systems offer high accuracy and speed because they focus on a narrow inspection area.
- They automate inspection, reducing human error and operator fatigue.
- Common applications include barcode scanning, inspecting cylindrical objects like cans or bottles, and measuring length, width, or height for sorting.
Although 1D systems are more affordable than 2D or 3D vision systems, they provide less detail and cannot capture depth information. They stitch line images into 2D images but do not deliver complete 3d scanning data.
2D Systems
2D machine vision systems capture flat images using cameras and sensors. These systems perform dimensional measurement by analyzing the X and Y axes of an object. They work well for surface inspection, defect detection, and pattern recognition. Many industries use 2D systems for barcode reading, label checking, and verifying the presence of components on production lines.
- 2D systems detect scratches, discolorations, and irregularities on surfaces.
- They recognize and sort objects based on visual features.
- They support high-speed production lines with rapid image capture and processing.
| Feature/Aspect | Advantages | Limitations |
|---|---|---|
| Cost | Cost-effective and affordable | Sensitive to lighting conditions |
| Speed | Faster image processing enabling real-time inspection | Lacks depth information, limiting 3D measurement capabilities |
| Application | Ideal for surface inspection, pattern recognition, barcode scanning, and defect detection on flat surfaces | Performs best in controlled environments with stable lighting; unsuitable for uneven or complex 3D objects |
2D machine vision systems are widely used in manufacturing, healthcare, retail, logistics, electronics, and automotive sectors. They provide reliable, non-contact dimensional measurement for flat, visually distinct objects. However, they cannot measure height or volume, limiting their use for complex shapes.
3D Systems
3D vision systems use advanced sensors and cameras to capture detailed measurements of object size, depth, and surface. These systems rely on technologies such as stereo vision, point clouds, and high-quality point cloud scanning. Recent advancements in artificial intelligence and IoT have made 3d vision measurement system solutions more affordable and easier to deploy.
- 3D systems provide complete 3d scanning data, allowing for accurate shape, size, and position measurements.
- They use stereo vision, which mimics human binocular vision, to capture depth information.
- Point clouds represent the external surfaces of objects, forming the basis for 3D modeling.
3d vision systems enhance measurement accuracy and application scope compared to 1D and 2D systems. They convert reconstructed coordinates into real-world values, removing the need for artificial targets. This approach increases robustness and precision in dimensional measurement. Industries use 3d vision systems for object recognition, assembly operations, robot guidance, safety, and quality control. These systems support real-time processing and adaptive learning, making them valuable for modern manufacturing.
Tip: 3D vision systems deliver high accuracy in dimensional measurement, especially for complex shapes and surfaces that 1D or 2D systems cannot handle.
Advantages for Quality Control
Accuracy and Speed
Machine vision systems bring a new level of accuracy and speed to quality control. These inspection systems use advanced cameras and software to check products faster than any human. They spot tiny defects and measure parts with high precision. Non-contact measurement means the system never touches the product, so delicate items stay safe. This method also prevents damage and keeps measurement accuracy high.
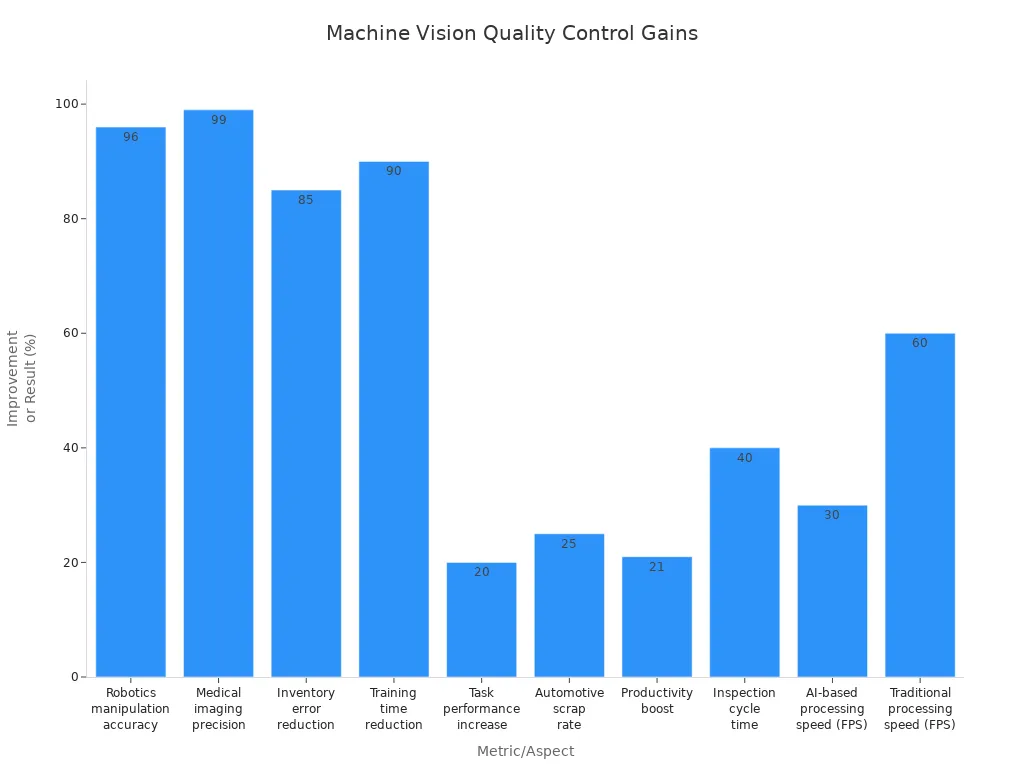
Factories see big improvements when they use machine vision systems for quality control. For example, robotics manipulation accuracy stays at 96% over two months. Medical imaging now reaches almost 99% precision and takes less time to review. Inventory errors drop by up to 85%. Automotive scrap rates fall by 25%, and productivity rises by 21%. Inspection cycle times become 40% shorter, and AI-based systems process images at 30+ frames per second.
| Metric/Aspect | Improvement/Result |
|---|---|
| Robotics manipulation accuracy | Maintained 96% accuracy over two months |
| Medical imaging diagnostic precision | Near 99% precision with reduced reading time |
| Inventory error reduction | 45% to 85% reduction in overcounting and undercounting errors |
| Training time reduction | Up to 90% decrease in training time |
| Task performance increase | 10-20% improvement |
| Automotive scrap rate | 25% reduction |
| Productivity boost | 21% increase |
| Inspection cycle time | 40% shorter cycles |
| Processing speed (AI-based) | Moderate speed around 30+ frames per second (FPS) |
| Processing speed (Traditional) | Higher speed around 60+ FPS in stable conditions |
Machine vision systems use high-resolution cameras, deep learning, and real-time inspection to keep quality high. They work day and night, never getting tired or missing a detail. These systems use standardized image capture and processing, so every product gets the same careful check. AI models learn and improve, making inspection and measurement even more reliable.
Automation and Scalability
Automation helps machine vision systems handle quality control for many products at once. These systems inspect items quickly and accurately, even on fast-moving production lines. Non-contact measurement lets them check fragile or complex parts without causing harm. Real-time inspection means they catch defects right away, so factories can fix problems before products leave the line.
Machine vision systems reduce human error and keep quality control consistent. They use advanced sensors, AI, and robotics to inspect products with high precision. Automation frees workers from repetitive inspection tasks, letting them focus on more important jobs. These systems scale easily, fitting into different industries and production sizes. Standardized software and hardware make setup and maintenance simple, supporting automated quality control across many environments.
Non-contact measurement and real-time inspection bring more benefits. They prevent damage to sensitive parts, speed up inspection, and improve overall quality. Early defect detection reduces waste and lowers costs. Machine vision systems support Industry 4.0 by enabling smart manufacturing and digital quality control. They help companies meet strict standards and avoid costly recalls.
Tip: Machine vision systems keep quality control strong by combining high precision, speed, and automation. They help factories deliver better products, faster and more reliably.
Real-World Applications
Manufacturing
Manufacturing plants rely on machine vision systems for fast and reliable inspection. These systems perform dimensional measurement to check if every part meets design requirements. Factories use them for tasks like component sorting, defect detection, and raw material inspection. The table below shows common applications:
| Application Area | Description |
|---|---|
| Component Sorting | Automated identification and categorization of parts by size, shape, and color to speed up assembly and reduce errors. |
| Defect Detection | Real-time detection of product defects including surface imperfections and anomalies to maintain quality standards. |
| Specification Accuracy | Verification of product dimensions and shapes against design specifications to ensure functionality and compliance. |
| Raw Material Inspection | Automated inspection of incoming materials for defects and dimensional accuracy to prevent downstream production issues. |
| Dimension Inspection | Measurement of product dimensions to ensure adherence to design requirements and quality control. |
Manufacturers also use machine vision systems for presence checks, orientation verification, and geometric control. These inspection systems help maintain high quality and precision in every product.
Electronics
Electronics production depends on machine vision systems for precise dimensional measurement and inspection. These systems measure length, width, height, and angles of microchips and circuit boards. 3D scanning provides detailed contour and volume data, improving quality control for complex parts. Inspection includes detecting scratches, dents, and cracks, ensuring only high-quality products move forward. Positioning applications allow sub-millimeter accuracy during assembly, reducing errors and increasing efficiency. Presence detection confirms that all components are in place, preventing faulty products. Machine vision systems reduce manual inspection, increase throughput, and help electronics makers meet strict quality standards.
Medical
Medical device manufacturers use machine vision systems to achieve high precision and quality control. 3D vision systems measure the volume of devices and detect microscopic defects. These systems support strict dimensional measurement standards, ensuring that every device meets safety and quality requirements. Inspection systems check for flaws that could affect performance, helping companies deliver safe and reliable medical products.
Note: Machine vision systems play a key role in medical device production by supporting quality control and defect detection.
Automotive
Automotive factories use machine vision systems for inspection and dimensional measurement at every stage. These systems detect defects early, preventing faulty parts from reaching the next step. Vision systems verify assembly by checking component presence, orientation, and placement. Advanced imaging and AI improve accuracy in detecting surface defects and measuring parts. Vision-guided robots perform tasks like welding and assembly with high precision, reducing human error and improving safety. Machine vision systems also track parts for traceability, supporting recalls and regulatory compliance. Applications include inspection of gears, glass, pistons, and paint quality, all critical for safety and quality control.
Object dimension machine vision systems have transformed industrial inspection by delivering high accuracy, speed, and adaptability. These systems improve quality by detecting defects, guiding automation, and providing real-time data. Industries benefit from better productivity, cost savings, and safer workplaces. As deep learning and 3D vision advance, quality control will become even more precise. Anyone interested in manufacturing or technology can explore beginner-friendly resources to learn how these systems support quality and innovation. Questions and curiosity drive progress in this exciting field.
FAQ
What is the main purpose of an object dimension machine vision system?
The main purpose is to measure the size and shape of objects quickly and accurately. These systems help factories check products for quality and make sure each item meets set standards.
Can machine vision systems replace human inspectors?
Yes, machine vision systems can replace human inspectors for many tasks. They work faster, do not get tired, and catch small defects that people might miss. Human workers still help set up and maintain these systems.
How do machine vision systems handle different product shapes?
Machine vision systems use cameras and software to adjust to many shapes and sizes. They can measure flat, round, or complex objects by changing settings or using different sensors.
Are machine vision systems difficult to maintain?
Most systems need regular cleaning, calibration, and software updates. Workers can learn basic maintenance with training. Good care keeps the system accurate and reliable.
What industries use object dimension machine vision systems?
Many industries use these systems, including manufacturing, electronics, automotive, and medical device production. They help companies improve quality, reduce waste, and save time.
See Also
Comprehensive Insights Into Dimensional Measurement Using Vision Systems
Fundamental Concepts Behind Metrology In Machine Vision Technology
Essential Tips For Positioning Devices Within Vision Systems








