
Bar light machine vision systems deliver even illumination and high flexibility, making them ideal for complex inspection tasks. The importance of lighting in machine vision cannot be overstated. Many industries struggle with challenges such as controlling light intensity, adapting to different object sizes, and reducing motion blur. Bar light machine vision system technology addresses these issues by providing consistent and adjustable lighting. The importance of lighting also extends to choosing the right solution for each application. Machine vision lighting improves image quality and inspection results.
Key Takeaways
- Bar light machine vision systems provide even, adjustable lighting that improves image quality and defect detection.
- Their long, narrow design suits large or elongated objects and works in both bright-field and dark-field modes.
- Bar lights offer flexible setup options, allowing precise control of angle, height, and intensity for different inspection needs.
- They combine well with other lighting types to enhance contrast and highlight surface defects effectively.
- Bar lights support many industries by increasing inspection accuracy, reducing errors, and lowering maintenance costs.
Bar Light Machine Vision System
Features
Bar lights stand out in the vision system world because of their unique design and adaptability. Their long, narrow shape makes them perfect for inspecting large or elongated objects, such as conveyor belts or circuit boards. Many bar light machine vision systems can operate in both bright-field and dark-field modes. This flexibility allows users to switch between lighting modes based on inspection needs. In dark-field mode, bar lights shine at a shallow angle, making it easier to spot surface defects like scratches or dents.
Bar lights also offer strong compatibility with other lighting technology. They can combine with square bar light setups or other lighting types to target specific areas, such as edges or small defects. This approach improves contrast on matte surfaces and highlights textures or flaws. The ability to adjust the angle, height, and distance of bar lights gives the vision system more control over glare and reflections.
Tip: Bar lights can illuminate large areas evenly, making them ideal for applications that require high inspection accuracy.
Key features of bar lights include:
- Operation in both bright-field and dark-field modes
- Long, narrow shape for large object coverage
- Adjustable positioning for precise illumination
- Compatibility with square bar light and other lighting technology
- Enhanced contrast and defect detection
How It Works
A bar light machine vision system uses a combination of advanced components to deliver reliable inspection results. The core of the system is the bar lights, which use a linear LED design to provide even, edge-to-edge illumination. These lights come in different lengths and can be arranged in pairs or square bar light frames to cover wide or irregular surfaces. Adjustable optics and interchangeable windows help control light diffusion and cone angles, ensuring uniform coverage.
The vision system also includes high-quality image sensors, such as CMOS or CCD, which capture clear images for analysis. Lenses and optics match the sensor and application, while cameras connect through interfaces like USB3 Vision or GigE Vision. Frame grabbers and cables support fast data transfer, and processing units handle real-time image analysis. Integration components, such as industrial PCs and vision controllers, connect the system to factory networks.
| Component Type | Key Details and Specifications |
|---|---|
| Lighting (Bar Lights) | Versatile, adjustable, ideal for large/elongated objects; foundation for clear image capture |
| Image Sensors | CMOS/CCD; resolution and frame rate tailored to application |
| Lenses and Optics | Focal length, aperture, depth of field, and compatibility with sensors |
| Cameras | Interfaces: USB3 Vision, GigE Vision, CoaXPress, Camera Link |
| Frame Grabbers & Cables | High-speed data transfer and synchronization |
| Processing Units | CPUs, GPUs, FPGAs, VPUs for real-time processing |
| Integration Components | PCs, controllers, embedded systems, and communication interfaces |
Bar lights achieve even illumination by allowing users to adjust the angle and intensity. This lighting technology ensures consistent results on flat, uneven, or reflective surfaces. The vision system can fine-tune brightness using strobing or analog controls, optimizing image quality for every inspection.
Benefits
Even Illumination
Bar lights deliver uniform illumination across the inspection area, which is essential for accurate machine vision tasks. Their linear design allows the vision system to direct light evenly over long or narrow objects, such as conveyor belts or circuit boards. This consistent lighting setup highlights features and defects that might otherwise remain hidden. Uniform illumination reduces shadows and glare, which can interfere with image quality and make defect detection more difficult. When the lighting setup eliminates inconsistencies, the vision system captures clearer images, leading to more reliable inspection results.
Note: Uniform illumination from bar lights improves image clarity and detail recognition, which is critical for precise inspection and measurement.
Bar lights can be arranged in pairs or groups to cover wide areas, ensuring that every part of the object receives the same amount of light. This approach enhances the visibility of edges and surface features, making it easier to identify defects. The ability to adjust the angle and intensity of the lighting setup further supports lighting optimization, allowing operators to fine-tune the system for each application.
Flexibility in Setup
Bar lights offer unmatched flexibility in lighting setup, making them suitable for a wide range of machine vision applications. Operators can configure bar lights in both bright field and dark field modes, depending on the inspection requirements. This adaptability allows the vision system to highlight specific features or suppress unwanted reflections. LED-based bar lights often include individually addressable segments, enabling multiple inspection techniques within a single station. This feature reduces costs and increases efficiency.
- Bar lights can be positioned at various angles and distances to optimize illumination for different object shapes and sizes.
- Interchangeable windows and direct access to optics allow quick adjustments to the lighting setup, supporting rapid changes in production lines.
- Integration with linescan accessories enables the vision system to use different lighting geometries, such as linear or darkfield illumination.
Other lighting types, such as dome or diffuse lights, often operate in a single mode and lack the multi-technique adaptability of bar lights. The flexibility of bar lights helps manufacturers tailor the lighting setup to match specific inspection needs, improving throughput and reducing downtime.
Application Versatility
Bar lights demonstrate superior performance across a broad range of machine vision applications. Their modular design and high brightness make them suitable for demanding inspection tasks, including detailed component gauging and logistics scan tunnels. Bar lights provide uniform illumination that highlights surface textures and defects, supporting quality control and packaging verification.
- Bar lights excel in conveyor line inspection, robotic guidance, and pick and place operations.
- They support location detection and verification processes, ensuring accurate and efficient inspection.
- Available in various wavelengths and intensities, bar lights can adapt to different inspection environments and requirements.
The vision system benefits from the adaptability of bar lights, which can be reconfigured quickly to meet changing production needs. This versatility ensures that the lighting setup always delivers optimal image quality, regardless of the application.
Tip: Selecting the right bar lights for each machine vision task ensures consistent inspection results and supports higher throughput speeds, even in challenging conditions.
Types of Machine Vision Lighting

Machine vision lighting plays a crucial role in inspection accuracy and image quality. Different types of machine vision lighting offer unique advantages for specific tasks. The following sections compare the most common types of machine vision lighting, focusing on their technical distinctions and best use cases.
Bar Lights
Bar lights use a linear array of LEDs to provide directional illumination. They excel at highlighting surface textures and defects on three-dimensional objects. Operators can mount bar lights at various angles and distances, which allows them to create shadows that reveal grain variations or sink marks. Bar lights work well for inspecting large or elongated surfaces, such as conveyor belts or circuit boards. This lighting technology also adapts to both bright field lighting and dark field lighting techniques, making it versatile for different inspection needs.
Bar lights outperform other lighting types when the task requires revealing subtle surface flaws or when the inspection area is large and irregular.
Key features of bar lights:
- High-intensity, directional illumination
- Flexible mounting options
- Effective for surface inspection and defect detection
- Suitable for both bright field and dark field lighting
Ring Lights
Ring lights mount directly around the camera lens, providing uniform, shadow-free illumination. This setup makes ring lights ideal for reading characters, barcodes, or codes on flat surfaces. Ring lights are often used in general vision inspections and for inspecting small parts. They can also operate in dark field configurations by using a low angle of incidence, which highlights surface defects and textures. However, ring lights do not emphasize surface texture as effectively as bar lights because they lack strong directional shadows.
Typical use cases for ring lights:
- Code and character reading
- General inspection of small components
- Surface quality checks with dark field ring lights
| Lighting Type | Mounting Style | Illumination Pattern | Best For |
|---|---|---|---|
| Bar Lights | Independent, flexible | Directional, linear | Surface defects, large areas |
| Ring Lights | On camera lens | Uniform, shadow-free | Code reading, small part inspection |
Dome Lights
Dome lights use a diffuse, indirect illumination method. The dome shape scatters light from multiple angles, minimizing glare, hotspots, and shadows. Dome lights work best for inspecting shiny, specular, or curved surfaces, such as automotive parts or metallic cylinders. They provide consistent lighting for flat or curved objects, making them suitable for applications where surface reflections would otherwise interfere with inspection. Dome lights cannot emphasize surface texture or defects as well as bar lights, but they excel at reducing unwanted reflections.
Common dome light applications:
- Inspection of clear plastic packaging
- Reading codes on metallic or curved surfaces
- Quality checks on blister packs and printed circuit boards
Dome lights help operators inspect reflective or curved surfaces by minimizing glare and shadows, ensuring clear imaging of features.
Backlights
Backlighting creates high-contrast silhouettes by illuminating objects from behind. This technique produces sharp outlines, making it ideal for presence detection, measuring, and edge detection. Backlights often use monochrome light and polarization to enhance edge definition. Advanced backlighting solutions, such as collimated or telecentric illuminators, further improve edge sharpness and measurement accuracy. However, backlights do not highlight surface texture or subtle defects on opaque objects as effectively as bar lights.
Backlighting use cases:
- Silhouette analysis for transparent packaging
- Precise edge detection and measurement
- Presence or absence verification
Backlighting enhances edge visibility, which is critical for accurate silhouette analysis and measurement tasks in machine vision lighting.
Machine Vision Applications
Surface Inspection
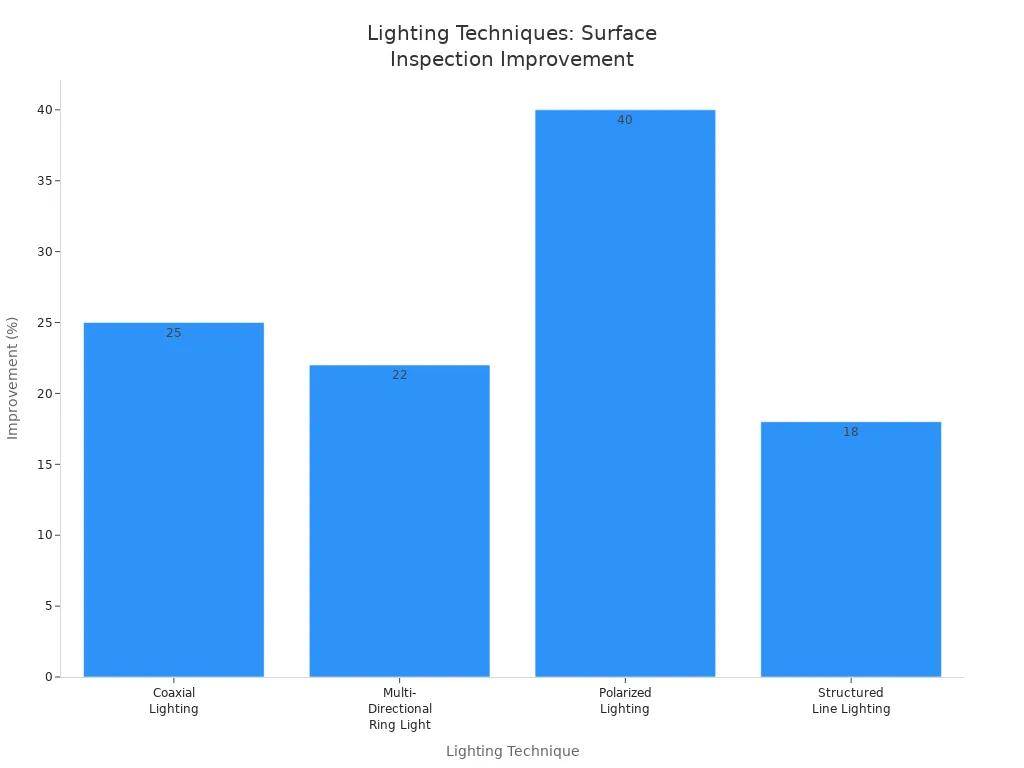
Surface inspection stands as one of the most critical machine vision applications in manufacturing. Automotive and electronics industries rely on bar light machine vision systems to detect scratches, micro-cracks, and other subtle defects. Bar lights use multi-angle illumination to minimize shadows and highlight surface features. This approach increases defect detection rates and improves inspection accuracy. The following table compares lighting techniques used in industrial machine vision for surface inspection:
| Lighting Technique | Mechanism / Benefit | Industry Application | Quantitative Improvement / Result |
|---|---|---|---|
| Bar Light (Multi-Angle) | Optimizes light angles to minimize shadows and highlight surface features | Automotive, Electronics | Enhances defect detection rates for scratches, micro-cracks, etc. |
| Coaxial Lighting | Directs light along camera path to reduce glare on reflective surfaces | Automotive parts | 25% reduction in surface defect oversight |
| Dome Lighting | Provides uniform illumination to eliminate shadows and highlight textures | Electronics, Automotive | Improves surface clarity and defect visibility |
| Multi-Directional Ring Light | Circular LED array with adjustable angles to illuminate complex geometries | Semiconductor packaging, Automotive | 22% improvement in detecting micro-cracks on curved engine parts |
| Polarized Lighting | Uses polarizers to suppress glare and enhance surface detail on reflective surfaces | Electronics (PCB, smartphone screens) | 40% reduction in false positives in PCB inspection |
| Structured Line Lighting | Projects patterns for 3D profiling and height variation detection | Electronics, Solar panels | 18% reduction in scrap rates by detecting micro-fractures |
Bar lights help industrial machine vision systems achieve defect detection accuracy rates above 99%. Manufacturers report up to a 30% increase in detection accuracy and a 50% reduction in inspection time. High-resolution imaging with optimized lighting enables micron-level tolerances.
Edge Detection
Edge detection plays a vital role in quality control and measurement. Bar light machine vision systems provide strong, directional illumination that creates sharp contrasts along object edges. This lighting method allows the vision system to capture clear outlines, which supports precise measurement and presence verification. In packaging lines, bar lights help detect misaligned labels or missing seals. In electronics, they reveal fine cracks along circuit board edges. Real-time monitoring and AI integration further improve detection performance over time.
Bar lights maintain brightness and uniformity even at high speeds, ensuring reliable inspection in demanding environments.
Electronics and Packaging
Electronics and packaging industries benefit from the flexibility and efficiency of bar light machine vision systems. Their linear structure fits easily along conveyors and inspection stations. Bar lights provide uniform, high-intensity illumination for inspecting long cables, glass panels, and printed labels. This setup supports large object imaging, edge inspection, and texture verification. Customizable length, wavelength, and beam pattern allow adaptation to unique application needs in both traditional and smart factory settings.
- Bar lights enable early error detection, reducing waste and improving product quality.
- Energy efficiency and long service life lower maintenance costs and increase system uptime.
- When combined with other lighting types, bar lights create a comprehensive inspection environment.
These features make bar lights essential for modern machine vision applications in electronics and packaging, supporting higher throughput and consistent inspection results.
Bar light machine vision systems offer unique advantages for industrial inspection.
- They operate in both bright-field and dark-field modes, making them versatile.
- Their long, narrow shape covers large or elongated objects.
- Bar lights highlight surface defects and work well with other lighting setups.
When making lighting choices, users should match the lighting method to the object’s geometry and reflectivity. System requirements, such as space and inspection goals, guide the best solution. Careful planning ensures reliable results and avoids common mistakes in machine vision applications.
FAQ
What makes bar lights different from other machine vision lighting?
Bar lights use a linear LED design. They provide strong, even illumination across large or long objects. This design helps highlight surface defects and supports both bright-field and dark-field inspection modes.
Can bar lights work with other lighting types?
Yes. Bar lights often combine with ring, dome, or backlights. This combination improves inspection accuracy. Operators can target specific areas or features by mixing lighting types.
How do bar lights help with surface inspection?
Bar lights create directional light. This light reveals scratches, dents, and other small defects. Operators can adjust the angle and intensity to get the best image for each inspection task.
Are bar lights energy efficient?
Bar lights use LED technology. LEDs consume less power and last longer than traditional bulbs. This efficiency reduces maintenance costs and supports sustainable manufacturing.
Where do manufacturers use bar light machine vision systems?
Manufacturers use bar lights in electronics, packaging, automotive, and logistics. These systems inspect circuit boards, labels, glass panels, and conveyor lines. Bar lights help improve quality and reduce errors.
See Also
Essential Advantages And Characteristics Of Medical Vision Systems
The Role Of Structured Light In Improving Vision Systems
Understanding Fundamental Concepts Of Metrology Vision Technology
Top Three Advantages Of Vision Systems In Food Industry
Comparing Firmware-Based Vision Systems With Conventional Solutions








