A process machine vision system uses cameras, sensors, and software to capture and analyze images for industrial automation. These systems help factories perform automated inspection, measurement, and process control with high accuracy. Over 65% of production facilities worldwide rely on machine vision for quality assurance and defect detection. Machine vision systems increase efficiency, reduce errors, and support automated systems, making them essential for quality and inspection in every process.
Key Takeaways
- Machine vision systems use cameras and software to inspect, measure, and control manufacturing processes automatically, improving speed and accuracy.
- These systems detect defects, measure parts precisely, read barcodes and text, and guide robots to boost quality and reduce errors.
- Machine vision increases productivity by speeding up inspections, lowering labor costs, and reducing waste in factories.
- Good lighting, high-quality cameras, and advanced software are essential for capturing clear images and making accurate decisions.
- Industries like automotive, electronics, pharmaceuticals, and logistics rely on machine vision to maintain high quality and meet safety standards.
Process Machine Vision System Overview
What Is a Process Machine Vision System
A process machine vision system uses cameras, lighting, and image sensors to capture images during a manufacturing process. These systems rely on digital processing to analyze images and make decisions. Machine vision systems help factories inspect products, measure parts, and control machines automatically. Each system includes key components such as cameras, lighting, image sensors, processing units, and software. The image sensor converts light into electrical signals, which the system then processes to extract useful information.
Machine vision systems come in several types. Each type fits different industrial needs. The table below shows the main types and their common uses:
| Type of Machine Vision System | Description | Common Applications | Industries |
|---|---|---|---|
| 1D Machine Vision System | Inspects objects along a single line using a linear camera; focuses on linear measurements and barcode reading. | Barcode reading, size measurement, quality control, sorting | Packaging, manufacturing lines with linear inspection needs |
| 2D Machine Vision System (Area Scan and Line Scan) | Captures 2D images either as full area snapshots or line-by-line scans; used for defect detection, pattern recognition, surface inspection. | Defect detection, pattern recognition, surface inspection, text reading | Automotive, electronics, pharmaceuticals, printing |
| 3D Machine Vision System | Adds depth perception using laser scanning, structured light, or stereo vision; enables volumetric analysis and precise measurements. | Bin picking, robotic guidance, dimensional inspection | Robotics, manufacturing, logistics, electronics, medical equipment |
| Spectral Imaging/Color Vision System | Uses spectral or color data for analysis. | Color inspection, material identification | Various industries |
How Machine Vision Works
A machine vision system follows a clear workflow to inspect and control the manufacturing process. The steps below outline how machine vision systems operate:
- The system detects the position of an object and triggers the imaging process.
- Cameras and lighting activate at the right time to capture a clear image.
- The image sensor collects the optical information and converts it into a digital signal.
- The system stores the digital image in memory.
- Software processes the image, enhancing contrast and extracting features.
- The machine vision system analyzes the image to measure, inspect, or identify objects.
- The system uses the results to control machines or sort products.
Tip: Proper lighting and high-quality image sensors help machine vision systems capture sharp images, which improves inspection accuracy.
Machine vision systems use advanced software and fast processors to analyze images in real time. This allows factories to detect defects, measure parts, and guide robots without human help. Machine vision improves the speed and accuracy of every process in the manufacturing process.
Core Functions of Machine Vision Systems
Inspection and Quality Control
Machine vision systems play a vital role in inspection and quality control across many industries. These systems use cameras and software to examine products for defects, measure dimensions, and verify assembly. Automated inspection systems can check hundreds of items every minute, making them much faster than manual inspection. They do not get tired or distracted, so they deliver consistent results every time.
Machine vision inspection systems use high-precision lenses and AI-driven image processing. These features increase defect detection rates by over 40% and reduce false positives by up to 25%. Automated inspection systems now achieve over 99% accuracy in defect identification and 98.5% accuracy in object detection and counting.
| Metric | Legacy System | New System | Statistical Significance |
|---|---|---|---|
| Defect Detection Rate | 93.5% | 97.2% | p-value < 0.05 |
| Accuracy | Improved | Higher | Statistically confirmed |
| False Negatives | Higher | Reduced | Statistically confirmed |
| Inspection Speed | Stable | Stable | No deterioration |
| Downtime | Stable | Stable | No deterioration |
Manual inspection is often slow and inconsistent. Machine vision systems provide rapid, repeatable, and highly accurate inspection. They eliminate human error and fatigue, which improves overall quality control. In semiconductor manufacturing, for example, machine vision inspection systems maintain high throughput and accuracy that humans cannot match. These systems also capture detailed inspection data, which helps with traceability and process optimization.
Measurement and Gauging
Measurement and gauging are essential functions of machine vision systems. These systems use cameras and sensors to measure the size, shape, and position of parts. They can check if a part meets exact specifications or if it falls outside the allowed tolerance.
Machine vision systems in industrial gauging applications achieve measurement accuracy on the order of one twentieth of the total tolerance range. For example, a nominal dimension of 0.1 inch with a tolerance of 0.005 inch results in an accuracy of about 0.0005 inch (12.7 microns). Repeatability often reaches the pixel or subpixel level, commonly about 0.001 inch (25 microns) or better. Structured light technology can achieve precision around 10 micrometers, while stereo vision systems provide depth accuracy near 0.1 millimeters.
- Machine vision systems use non-contact measurement methods, such as optical imaging and lasers. These methods allow rapid and precise inspection without touching delicate or fast-moving items.
- AI-powered image analysis speeds up defect detection and quality control, enabling real-time inspection and faster throughput.
- Non-contact methods are at least ten times faster than traditional techniques, making them ideal for high-speed production lines.
| Feature | Traditional Measurement Tools | Machine Vision Systems |
|---|---|---|
| Inspection Speed | Slower, manual, contact-based | Significantly faster; multiple parts in seconds |
| Accuracy | Prone to human error and variability | Enhanced accuracy through precise algorithms |
| Automation | Limited, manual setup required | High automation with real-time data analysis |
| Contact Method | Physical contact, risk of damage | Non-contact, prevents damage, rapid data |
Machine vision inspection systems handle complex shapes and delicate materials better than traditional tools. They reduce the risk of damage and improve measurement consistency. Automation also reduces human error and labor costs, making these systems reliable for continuous inspection applications.
Identification and OCR
Identification and optical character recognition (OCR) are key functions of machine vision systems. These systems read barcodes, serial numbers, and printed text on products and packaging. They help track items, verify labels, and ensure the right parts move through the production process.
OCR systems in industrial settings achieve recognition accuracy exceeding 99.5% under optimal conditions. This high accuracy allows reliable text extraction even from distorted or low-quality images. Machine vision systems enhanced with AI reach up to 98% accuracy in reading high-density barcodes. These systems outperform traditional scanners by increasing accuracy by up to 30% and improving barcode readability by 40%.
Machine vision systems handle complex identification tasks by using controlled illumination and high-resolution cameras. Image processing software analyzes images for defects or irregularities. Deep learning models understand context, account for variations in lighting and position, and detect anomalies such as damage or partial obstruction. Advanced decoding algorithms and error correction methods can recover data even if up to 50% of a Data Matrix code is damaged. These features make machine vision systems reliable for visual inspection tasks, even when codes are partially obscured or distorted.
Robotic Guidance
Robotic guidance is another core function of machine vision systems. These systems provide robots with spatial awareness, allowing them to adjust their actions based on the position and orientation of parts. 3D machine vision guidance enables robots to make fine adjustments in real time, improving precision and repeatability.
Machine vision systems enhance robotic guidance by addressing the absolute accuracy limitations of industrial robots. Optical calibration methods, such as laser trackers and multi-camera vision systems, detect the spatial position of the robot’s tool tip and correct its motion. This visual feedback enables robots to adapt to slight variations in part positioning, improving both precision and repeatability in complex tasks.
Machine vision systems provide positional feedback essential for guiding robots to correctly align components before assembly. Real-time adjustments ensure precise mating positions, such as suture positioning, lens rotation, and die placement. Vision systems monitor process tolerances and provide data that allows control systems to adjust operations approaching boundary conditions.
Machine vision systems increase process flexibility and continuity without compromising accuracy or repeatability. They support automated systems by enabling dynamic adjustments and verification during manufacturing. This capability is crucial for industrial automation, where robots must perform tasks such as tracking, object detection and counting, and alignment with high quality and reliability.
Machine Vision System Components
Cameras and Sensors
Cameras and sensors form the eyes of a machine vision system. They capture images that allow the system to inspect, measure, and guide processes. The choice of camera or sensor affects image quality, speed, and the types of tasks the system can handle. The table below shows common camera and sensor types, along with their advantages:
| Camera/Sensor Type | Description | Advantages |
|---|---|---|
| CCD (Charge-Coupled Device) | Sensor with passive photodiodes transferring charge sequentially. | High sensitivity, excellent pixel uniformity, better image quality, lower noise, suitable for low-light and high-quality imaging. |
| CMOS (Complementary Metal-Oxide Semiconductor) | Sensor with active pixels having electronics at each pixel for voltage readout. | Higher speed, lower cost, lower power consumption, supports region of interest (ROI) readout, suitable for high frame rates. |
| Monochrome Cameras | Cameras capturing grayscale images without color filters. | Higher resolution and sensitivity compared to color cameras, better for detailed inspection. |
| Color Cameras (Single-chip) | Use a mosaic (e.g., Bayer) filter to separate colors on one sensor chip. | Lower cost, common solution, but lower resolution due to color interpolation. |
| Color Cameras (Three-chip) | Use prisms to split light into RGB components on three separate sensors. | Higher resolution, more accurate color reproduction, but more expensive and lower light sensitivity. |
| Matrix (Area) Scan Cameras | Capture 2D images with a full sensor array. | Simpler, suitable for static or slower moving objects. |
| Line Scan Cameras | Capture images one line at a time with a single row of pixels. | Ideal for continuous or high-speed applications like web inspection or conveyor belts. |
| Global Shutter (CMOS) | All pixels expose and capture image simultaneously. | Eliminates motion distortion, essential for high-speed imaging. |
| Rolling Shutter (CMOS) | Pixels expose sequentially line by line. | Simpler and cheaper but can cause distortion with fast motion. |
The image sensor inside each camera determines how well the system captures details, especially in challenging lighting or high-speed environments.
Lighting and Optics
Lighting and optics play a key role in producing clear, usable images. Good lighting makes features stand out and reduces shadows or glare. Different lighting techniques suit different inspection needs. For example, ring lighting gives even illumination for small parts, while backlighting creates strong outlines for measuring edges. The table below lists common lighting methods and their benefits:
| Lighting Technique | Application | Benefits |
|---|---|---|
| Backlighting | Transparent or semi-transparent objects, edge detection | High-contrast silhouettes, ideal for measuring outlines |
| Ring Lighting | Small or cylindrical parts | Even illumination, reduces shadows and glare |
| Coaxial Lighting | Shiny or reflective surfaces | Minimizes glare, captures clear images of reflective items |
| Diffuse Lighting | Shiny or curved surfaces | Softens light, reduces glare and shadows |
| Dome Lighting | Uneven or shiny surfaces | Uniform illumination, eliminates shadows and reflections |
| Dark Field Lighting | Surface defects | Highlights scratches or cracks by reflecting light at low angles |
| Bar Lighting | Matte surfaces, edges | Targeted linear illumination for long or narrow objects |
| Area Lighting | Large surfaces | Broad, uniform illumination for defect detection |
| Direct Illumination | Surface inspection | Focused light for detailed feature visibility |
Optical filters and diffusers can further improve image clarity by blocking unwanted light or softening harsh reflections. Testing and adjusting lighting setups ensures the system captures the best possible images for analysis.
Processing Hardware
Processing hardware acts as the brain of the machine vision system. It handles the heavy lifting of analyzing images and making decisions in real time. High-speed CPUs and GPUs process large amounts of data quickly, which is important for fast-moving production lines. Rugged hardware protects against dust, moisture, and temperature changes found in factories. Systems often include high-bandwidth memory and multiple I/O ports to connect several cameras and devices. Edge AI technology allows immediate decision-making, reducing delays and keeping production efficient.
Software and Algorithms
Software and algorithms turn raw images into useful information. Advanced programs use both rule-based tools and AI models. Rule-based tools follow set instructions and work well in stable environments. AI-based tools learn from examples and adapt to changes, making them flexible for complex or changing tasks. These algorithms can find defects, measure parts, and guide robots with high accuracy. They also help the system make quick decisions, such as rejecting faulty products or adjusting machines. The software processes images from the image sensor, cleans up noise, and highlights important features for analysis.
Note: The right software and algorithms boost both the accuracy and flexibility of a machine vision system.
Connectivity Options:
Machine vision systems use several connection types to link cameras, sensors, and computers. Ethernet (GigE, 10GigE) offers reliable, long-distance connections and can power cameras through the same cable. USB 3.2 provides high speed and easy setup for smaller systems, but cable length is limited. CoaXpress and Camera Link deliver very high data rates for demanding tasks, though they may require extra hardware and cost more. The choice of connection affects how easily the system integrates with other equipment and how well it handles large amounts of image data.
Industrial Uses and Quality Control
Manufacturing Quality Control
Manufacturing plants rely on machine vision systems to maintain high standards of quality control. These systems perform automated inspection tasks that help factories catch problems early and keep production lines running smoothly. Machine vision systems use cameras and advanced software to check for surface flaws, measure parts, and verify packaging integrity. They also inspect fill levels, check pharmaceutical tablets, and examine circuit boards for defects. Factories use these systems to detect foreign objects, verify lot and date codes, and find leaking containers.
- Automated surface flaw detection helps spot scratches or dents on metal parts.
- Dimensional inspection and gauging ensure each part meets exact size requirements.
- Packaging integrity verification checks that seals and labels are correct.
- Fill level inspection confirms bottles and containers have the right amount of product.
- Circuit board inspection finds missing or misaligned components.
- Pharmaceutical tablet inspection checks for broken or chipped pills.
- Foreign object and contamination detection keeps products safe.
- Lot and date code verification ensures traceability and compliance.
- Robotic guidance supports precision assembly tasks.
Machine vision systems improve defect detection rates in electronics and automotive manufacturing. Deep learning helps these systems tell the difference between real flaws and harmless marks. They inspect weld seams, engine parts, wiring, and brake systems to ensure safety and quality. Early detection reduces faulty products and lowers the risk of costly recalls. Companies like BMW and Volvo Trucks use machine vision to find faults quickly and reduce repair times. These systems adapt to new product designs and changing production needs, which improves throughput and quality.
| Metric | Traditional Methods | AI-Driven Systems |
|---|---|---|
| Accuracy | 85-90% | 99.5%+ |
| Speed | 2-3 seconds/unit | 0.2 seconds/unit |
| Cost Efficiency | $12K/month | $4K/month |
| Scalability | Limited by workforce | Handles 10x volume spikes |
A consumer electronics team reduced defect rates by 75% using automated visual inspection systems that process 500 units per minute. An automotive supplier decreased inspection costs by 62%, resulting in 78% fewer returns. These results show that machine vision systems deliver higher speed, accuracy, and cost savings in manufacturing quality control.
Machine vision systems help factories meet strict quality standards, reduce waste, and improve product quality. Automated inspection systems provide reliable, repeatable results that manual inspection cannot match.
Automated Sorting
Automated sorting uses machine vision to identify, classify, and direct products or packages in logistics and warehousing. These systems scan barcodes, labels, and package shapes at high speed. Machine vision automation increases accuracy and reliability by reducing human errors in identification, sorting, and traceability. Real-time analysis helps optimize logistics operations and boosts efficiency.
- Automated sorting eliminates manual errors by quickly reading barcodes and labels.
- The system reduces delays in package processing, ensuring timely delivery.
- Accurate routing ensures each item reaches the correct destination.
- Machine vision improves order accuracy and streamlines tracking throughout the supply chain.
- Early detection of faulty labels or damaged goods reduces downtime and waste.
- The system enhances worker safety by automating hazardous tasks and spotting hazards on warehouse floors.
Machine vision systems support multiple logistics processes, including inspection, labeling, sorting, palletizing, inventory monitoring, and goods retrieval. Cost savings come from fewer errors, reduced returns, and lower labor needs. Machine vision also helps companies comply with safety and quality regulations.
Automated sorting with machine vision systems increases speed, accuracy, and repeatability. These benefits help logistics companies handle more packages and maintain high product quality.
Robot Guidance
Robot guidance uses machine vision to give robots the ability to see and respond to their environment. In manufacturing, robots use cameras and sensors to locate parts and determine their orientation. This technology allows robots to pick and place items without needing precise manual positioning. Machine vision enables robots to adapt quickly to different products and reduces the need for fixed tooling.
- Robots capture and analyze images in fractions of a second, allowing high-speed operation.
- Vision-guided robots move based on real-time visual data, improving accuracy.
- Simultaneous image capture and robot movement keep operations continuous and reduce downtime.
- Vision-guided robotics eliminate the need for hard tooling, lowering costs.
- The system increases flexibility to handle different products and tasks.
Machine vision acts as the "eyes" for robotic arms. Robots identify the location, shape, and orientation of items on a conveyor. Advanced pattern recognition helps robots handle complex pick-and-place tasks, improving speed, accuracy, and flexibility in manufacturing. This technology supports industrial automation by enabling object detection and counting, tracking, and precise alignment.
Machine vision systems make robot guidance more efficient, flexible, and reliable. Robots can work faster and with greater accuracy, which improves overall quality and productivity.
Packaging Inspection
Packaging inspection uses machine vision systems to check the quality and safety of packaged goods, especially in the food and beverage industry. These systems identify packaging defects, dimensional inaccuracies, and surface flaws such as scratches. Machine vision ensures only high-quality products reach customers.
- Machine vision systems eliminate human subjectivity in packaging inspection.
- High-speed inspection allows factories to check large volumes of products quickly.
- Preprogrammed rules and machine learning improve inspection accuracy and efficiency.
- Rapid detection of packaging defects helps maintain product quality and reduce losses.
- Machine vision improves product quality, safety, and operational efficiency across the supply chain.
Inspection systems check for missing or damaged labels, incorrect barcodes, and improper seals. They also verify fill levels and detect leaks. Automated inspection systems provide consistent results and help companies meet regulatory requirements.
Machine vision systems in packaging inspection increase speed, accuracy, and repeatability. These systems help companies deliver safe, high-quality products and maintain compliance with industry standards.
Benefits of Machine Vision
Efficiency and Productivity
Machine vision systems help factories increase productivity and keep production lines running smoothly. These systems capture and analyze images in milliseconds, which speeds up inspection and reduces delays. Automated inspection removes bottlenecks caused by slow manual checks. Production lines can operate at maximum efficiency. The table below shows how machine vision improves performance in different areas:
| Contribution Area | Description |
|---|---|
| Rapid Image Processing | Machine vision captures and analyzes images within milliseconds, drastically reducing inspection time and speeding up production cycles. |
| Improved Workflow | By automating inspections, bottlenecks caused by slow manual checks are eliminated, enabling production lines to operate at maximum efficiency. |
| Enhanced Quality Control | High-precision defect detection identifies minute flaws early, reducing rework and waste, and ensuring consistent product quality. |
| Cost Savings and Waste Reduction | Automation lowers labor costs, prevents defective materials from progressing, and optimizes resource use, increasing profitability. |
| Improved Worker Safety | Machine vision reduces human exposure to hazardous environments and fatigue-related errors by automating dangerous inspection tasks. |
| Better Data Collection and Analysis | Real-time monitoring and predictive maintenance enable quick decision-making, reduce downtime, and optimize processes continuously. |
Manufacturing, food processing, and pharmaceutical companies use machine vision to ensure correct component placement and maintain high output. These systems automate hygiene checks and packaging verification, which helps maintain safety and improved product quality.
Accuracy and Consistency
Machine vision systems deliver high accuracy and consistent results. Automated inspection finds small or hidden defects that manual checks might miss. Regular calibration and advanced image enhancement keep inspection results reliable. The chart below compares manual inspection and machine vision systems:
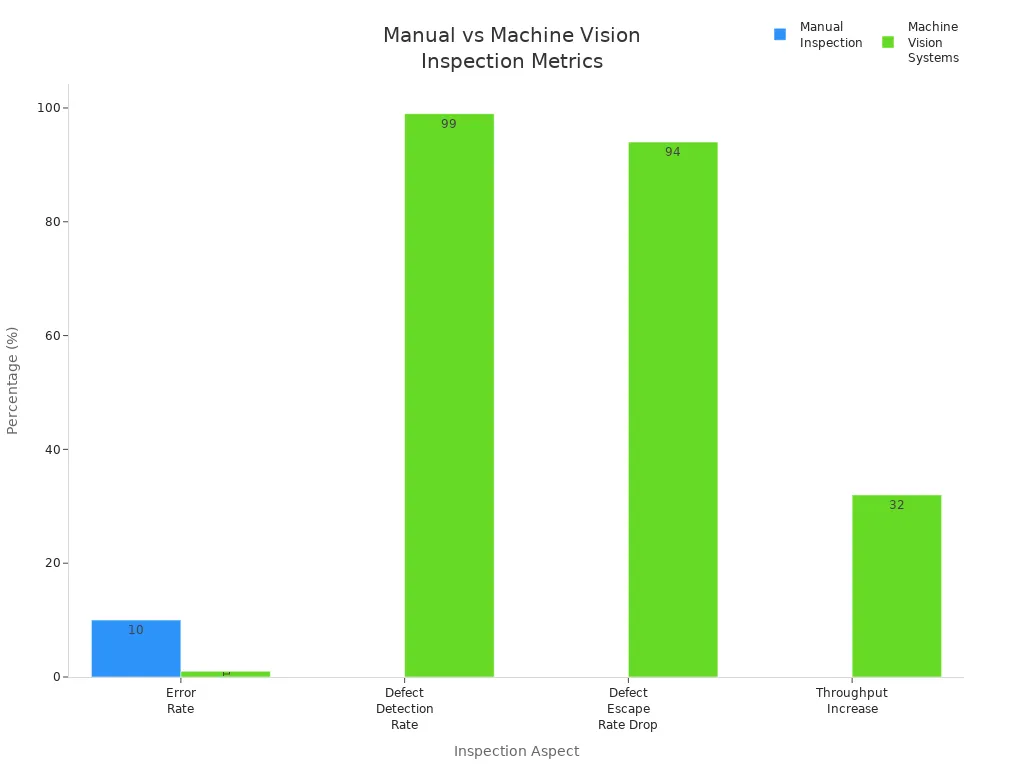
A manufacturer of electronic components increased inspection throughput sixfold and reduced manual labor to one quarter by using AI-powered machine vision. These systems provide real-time feedback, digital traceability, and 360° coverage. They help companies fulfill orders faster and improve operational efficiency. Machine vision enables continuous quality improvement and supports enhanced quality control.
Cost and Waste Reduction
Machine vision systems help reduce waste and lower costs in manufacturing. Early defect detection prevents defective products from moving forward, saving time and materials. Automation reduces labor costs and eliminates human error. Real-time defect detection, barcode verification, and OCR lower the risk of recalls and fines. Vision systems spot tiny defects and misaligned components with high precision, ensuring consistent quality.
- Machine vision increases throughput by applying corrective actions faster than humans.
- These systems reduce scrap and material waste by correcting part tolerances during manufacturing.
- Automation enables inspection of thousands of parts per minute, which helps reduce waste and costs.
- Predictive maintenance detects equipment wear early, reducing downtime and repair expenses.
Factories that use machine vision can reduce waste, cut costs, and improve product quality.
Safety and Compliance
Machine vision systems play a key role in workplace safety and regulatory compliance. They automate visual inspections to detect hazards and prevent accidents. Real-time hazard detection and precise monitoring lower workplace injuries and related costs. Machine vision supports compliance with OSHA and industry safety standards.
- Machine vision integrates with safety protocols and personal protective equipment.
- These systems help companies avoid fines and recalls by verifying label accuracy and barcode readability.
- Collaboration between management, engineers, and workers ensures effective use of machine vision.
- Ongoing training and education maximize system effectiveness and build trust.
Machine vision systems help companies maintain a safe workplace and meet regulatory requirements while delivering improved product quality.
Process machine vision systems deliver real-time, accurate inspections that improve product quality and reduce defects. Manufacturers benefit from increased efficiency, predictive maintenance, and flexible integration with new technologies.
- Real-time data collection and analysis support better decision-making.
- Automation reduces human error and boosts productivity.
- Systems adapt to changing production needs and support compliance.
Experts expect machine vision to grow with AI, deep learning, and 3D imaging, making factories smarter and more competitive. Companies should consider these systems to stay ahead in a fast-changing industry.
FAQ
What industries use machine vision systems?
Manufacturers in automotive, electronics, food and beverage, pharmaceuticals, and logistics use machine vision systems. These systems help with inspection, measurement, sorting, and robot guidance. Many factories rely on them to improve quality and speed.
How accurate are machine vision systems?
Machine vision systems can detect defects as small as a few microns. They often achieve over 99% accuracy in inspection and measurement tasks. High-quality cameras and advanced software help maintain this precision.
Can machine vision systems work in low light?
Yes, machine vision systems use special lighting and sensitive cameras. These features allow them to capture clear images even in low-light conditions. Proper lighting setup improves image quality and inspection results.
Do machine vision systems replace human workers?
Machine vision systems automate repetitive inspection tasks. They reduce human error and fatigue. Workers can focus on more complex jobs, while the system handles fast, detailed inspections.
How do companies integrate machine vision with existing equipment?
Most machine vision systems connect through Ethernet, USB, or other standard interfaces. Integration teams use software tools to link the system with production lines. This process helps companies upgrade without major changes.
See Also
Complete Overview Of Machine Vision For Industrial Automation
Understanding Machine Vision Systems Through Image Processing
Essential Benefits And Features Of Medical Machine Vision Systems
An In-Depth Look At Electronics Machine Vision Systems
How To Properly Position Equipment In Machine Vision Systems