
An industrial digital camera machine vision system uses advanced technology to help factories inspect products and improve automation. Key components include lighting, optics, smart cameras, connectivity, processing, and software. Each part plays a vital role:
- Lighting ensures clear images by providing stable illumination.
- Optics and smart cameras capture sharp details for accurate inspection.
- Connectivity, processing, and software enable fast, reliable operation.
The global machine vision system market reached $11.29 billion in 2024 and is growing fast.
| Metric | Value |
|---|---|
| Global industrial machine vision market size (2024) | USD 11.29 billion |
| Projected market size (2032) | USD 19.70 billion |
| CAGR | 7.21% |
Key Takeaways
- Machine vision systems help factories inspect products quickly and accurately, reducing errors and improving quality.
- Good lighting and the right lenses are essential for clear images, which lead to better defect detection and faster inspections.
- Different camera types serve different needs; choosing the right one improves inspection accuracy and lowers costs.
- Smart cameras process images inside the device, enabling fast decisions and boosting factory productivity.
- Integrating vision systems with factory automation and using advanced software keeps inspections reliable and adaptable.
Industrial Digital Camera Machine Vision System
System Definition
An industrial digital camera machine vision system helps factories and machines see and understand what happens on the production line. This technology captures images and interprets visual data for automated inspection and decision-making in manufacturing. The system uses digital cameras to take pictures, lighting and optics to make images clear, and data delivery systems to send images to processors. Image processing units extract important information, and decision-making algorithms act on this data. The system works in real time, finding defects or measuring parts quickly. It makes decisions automatically, which improves efficiency and accuracy. Factories can update the system’s algorithms to handle new products or standards. This adaptability keeps productivity and quality high.
Machine vision systems perform tasks like quality control and inspection faster and more accurately than people. They can spot tiny defects and measure parts with great precision.
Key Applications
Factories use machine vision systems in many ways. Some of the most common applications include:
- Measurement: The system measures the size and shape of objects to make sure they meet exact standards.
- Defect Detection: It finds problems like stains, scratches, cracks, dents, or print errors on products.
- Verification: The system checks if all parts are present, placed correctly, and labeled properly.
These applications often run in real time on the production line. Machine vision systems also work off-line for special inspection tasks.
Main Components
An industrial digital camera machine vision system contains several important parts. Each part has a special job to do. The table below shows the main components and their functions:
| Component | Function |
|---|---|
| Lighting | Provides the right illumination so the camera can capture all needed details. |
| Lens | Focuses and magnifies light to create a clear image. |
| Camera | Captures images and sends them to the computer or processor. |
| Cabling | Connects cameras to computers and other devices, ensuring data moves smoothly. |
| Interface Peripherals | Help cameras and computers communicate with each other. |
| Computing Platforms | Process images and control the system; can be industrial PCs, controllers, or cloud systems. |
| Software | Controls cameras, processes images, makes decisions, and communicates with other machines. |
Machine vision systems use different types of cameras, such as CCD, CMOS, area scan, line scan, and smart cameras. Each type fits different needs for speed, resolution, and integration. Lenses focus light onto the camera sensor and affect how much of the scene the system can see. Lighting techniques, like backlighting or diffuse lighting, help improve image quality and contrast.
Machine vision systems bring many benefits to manufacturing and quality control. They reduce human error from 25% to under 2%. They can detect defects with up to 100% accuracy, even those too small for people to see. These systems also cut defect rates by up to 90% and save up to 20% on repair costs through predictive maintenance. Real-time analysis speeds up decision-making and reduces downtime. AI-powered machine vision systems can handle complex inspection tasks and adapt to changes on the production line, keeping quality high.
Lighting and Optics

Lighting Types
Lighting plays a key role in machine vision. The right lighting helps the camera see small details and find defects. Different lighting types work best for different jobs. For example, LED lighting is popular because it lasts long and gives stable light. Fluorescent lights cover large areas but do not work well for fast inspections. Xenon lights give strong flashes, which help freeze motion in high-speed tasks. Metal halide lights are bright and work well for special inspections.
| Lighting Type | Description | Advantages | Disadvantages |
|---|---|---|---|
| LED | Stable, long life, many colors | Low heat, flexible, reliable | Higher cost for large areas |
| Fluorescent | Broad area lighting | Cost-effective, common | Less stable, cannot strobe |
| Xenon | Very bright strobe | Freezes fast motion, clear images | Expensive, high power use |
| Metal Halide | Bright, special wavelengths | Good for special tasks | Complex, less common |
| Quartz Halogen | Full spectrum, used in color imaging | High intensity, good color | Short life, gets hot |
Special lighting techniques also help. Backlighting makes object edges stand out. Ring lighting gives even light around small parts. Coaxial lighting removes glare from shiny surfaces. Diffuse and dome lighting reduce shadows and glare, making defects easier to see. Dark field lighting highlights scratches and cracks by shining light at low angles.
Lens Selection
Choosing the right lens is just as important as picking the right light. The lens must match the camera sensor size to avoid dark corners or blurry images. The working distance, or space between the lens and the object, affects how much of the object appears in focus. Field of view (FOV) tells how much area the camera can see. Focal length changes the zoom and how close things look. A short focal length shows more area but can cause distortion. A longer focal length zooms in but narrows the view.
Lens resolution, measured in line pairs per millimeter, must match the camera’s pixel size. High-resolution lenses help the camera see fine details. The lens mount type must fit the camera. Some lenses have adjustable apertures, letting more or less light in and changing how much of the scene stays sharp. Lenses built for tough environments resist dust, heat, and vibration.
Impact on Image Quality
Lighting and optics directly affect image quality. Bright, even lighting helps the camera spot tiny defects. Advanced optics, like autofocus or special lenses, improve sharpness and depth of field. Good lighting and lens choices can double image quality scores and boost inspection accuracy to over 99%. They also cut defect rates and speed up inspections by up to 40%. When lighting and optics work well together, the system finds more defects, makes fewer mistakes, and saves money. Proper setup leads to clearer images, faster decisions, and better results in every inspection.
Cameras in Machine Vision Systems
Camera Types
Machine vision systems use several types of cameras, each designed for specific inspection tasks. The most common camera types include:
- 2D (Area Scan) Cameras: These cameras capture flat images in either grayscale or color. They work well for surface inspection, measurement, barcode reading, and label verification. Area scan cameras offer fast operation and cost-effectiveness, but they do not provide depth information and can be sensitive to lighting changes.
- Line Scan Cameras: Line scan cameras use a single row of pixels to scan objects as they move past the camera. They excel at inspecting continuous materials like paper, textiles, cables, or bottles. These cameras can also inspect cylindrical objects by rotating them, creating a flat image of the surface. Line scan cameras provide high resolution for large or moving objects but require precise motion control.
- 3D Vision Systems: These systems use stereo vision, structured light, or time-of-flight sensors to capture depth information. They help with tasks like volume measurement, assembly validation, and weld seam inspection. 3D cameras allow accurate object positioning but often cost more and need more computing power.
- Multispectral and Hyperspectral Cameras: These cameras capture images across different wavelengths, such as ultraviolet or infrared. They can detect defects or material differences that are invisible to the human eye. Industries like food processing, pharmaceuticals, and solar panel manufacturing use these cameras for quality control.
- Smart Cameras: Smart cameras combine image capture, processing, and decision-making in one device. They are easy to install and work well for simple inspections, such as checking if a part is present or if a label is correct. Smart cameras are compact and reliable, but they have limited processing power compared to larger systems.
- AI-Powered Vision Systems: These systems use deep learning to adapt to changes and reduce false positives. They handle complex inspections, such as pattern recognition and defect detection in automotive or semiconductor manufacturing. AI-powered systems require training data and regular updates.
Most machine vision systems rely on area scan cameras for basic imaging tasks because they are affordable and easy to set up. For tasks that need depth or high-speed inspection, manufacturers use 3D or line scan cameras. These camera types support a wide range of applications, including defect detection, object counting, measurement, positioning, and barcode reading.
Tip: Choosing the right camera type improves inspection accuracy and reduces costs in machine vision systems.
The table below compares area scan and line scan cameras:
| Aspect | Area Scan Cameras | Line Scan Cameras |
|---|---|---|
| Image Capture Method | Captures entire 2D image in a single frame | Captures one line of pixels at a time, building image line-by-line |
| Ideal Object Type | Static or slower-moving objects | Continuous or fast-moving surfaces |
| Setup Complexity | Simpler setup, straightforward alignment | Requires precise synchronization and motion control |
| Resolution | Limited for very large or continuous surfaces | Higher resolution over large areas |
| Motion Suitability | Can suffer motion blur with fast-moving objects | Consistent image quality for fast-moving objects |
| Typical Applications | Electronics inspection, automotive parts, pharmaceuticals, barcode reading | Web inspection (paper, textiles), cylindrical objects (cans, pipes), bottling lines |
| Advantages | Broad compatibility, simpler integration | Seamless images, high speed, suitable for continuous surfaces |
| Limitations | Not ideal for very fast or continuous motion | More costly, complex integration, not suitable for stationary scenes |
Area scan cameras help with robotic guidance, product sorting, and quality inspection. They provide high-quality images and support real-time adjustments. In manufacturing, these cameras can improve efficiency by up to 15%.
Interfaces and Connectivity
The interface between the camera and the processing unit affects how fast and reliably data moves in machine vision systems. Several interface standards exist, each with its own strengths:
- GigE Vision: Uses standard Ethernet cables and supports data rates from 1 Gbps up to 10 Gbps. GigE Vision allows cable lengths up to 100 meters with copper and even longer with fiber optic cables. It supports Power over Ethernet (PoE), which means one cable can deliver both data and power. GigE Vision is popular for its flexibility and easy integration into existing networks.
- USB3 Vision: Delivers high data rates up to 5 Gbps but has shorter cable lengths (3-5 meters for passive cables, up to 100 meters with fiber optic). USB3 Vision is easy to use and works with most computers, but it is less suitable for noisy industrial environments.
- Camera Link: Offers very high data rates, from 255 MB/s to 850 MB/s, depending on the configuration. Camera Link requires special cabling and a frame grabber card. It supports precise synchronization but is less flexible and has shorter cable lengths (up to 15 meters).
- CoaXPress: Provides extremely high speeds, up to 12.5 Gbps per cable and scalable with multiple cables. CoaXPress supports long cable runs and power delivery, making it suitable for demanding applications.
- PoE (Power over Ethernet): Allows both data and power to travel through a single Ethernet cable, simplifying installation and reducing clutter.
The table below shows how these interfaces compare:
| Camera Interface | Data Transfer Speed | Maximum Cable Length | Compatibility & Integration | Power Delivery | Scalability & Flexibility | Notes |
|---|---|---|---|---|---|---|
| Gigabit Ethernet (GigE) | Moderate to High | Up to 100m (copper), 5,000m (fiber optic) | High; built into most PCs, no frame grabber needed | Supports PoE | High; unlimited cameras on same network via IP addressing | Noise resistant, widely preferred in industrial settings |
| USB3 | High (400+ MB/s) | Short (3-5m passive cable, up to 100m fiber optic) | High; built into most PCs, no frame grabber needed | Limited power delivery | Limited by cable length and noise susceptibility | Easy integration but less ideal for noisy industrial environments |
| Camera Link | Very High (255-850 MB/s) | Short (7-15m) | Requires frame grabber; complex cabling | Power over Camera Link (PoCL) available | Limited; complex setup and higher maintenance costs | Precise synchronization, older technology, less flexible |
| CoaXPress | Very High | Long cable lengths | Limited device availability | Supports power delivery | Limited flexibility due to fewer compatible devices | Newer interface combining speed and cable length advantages |
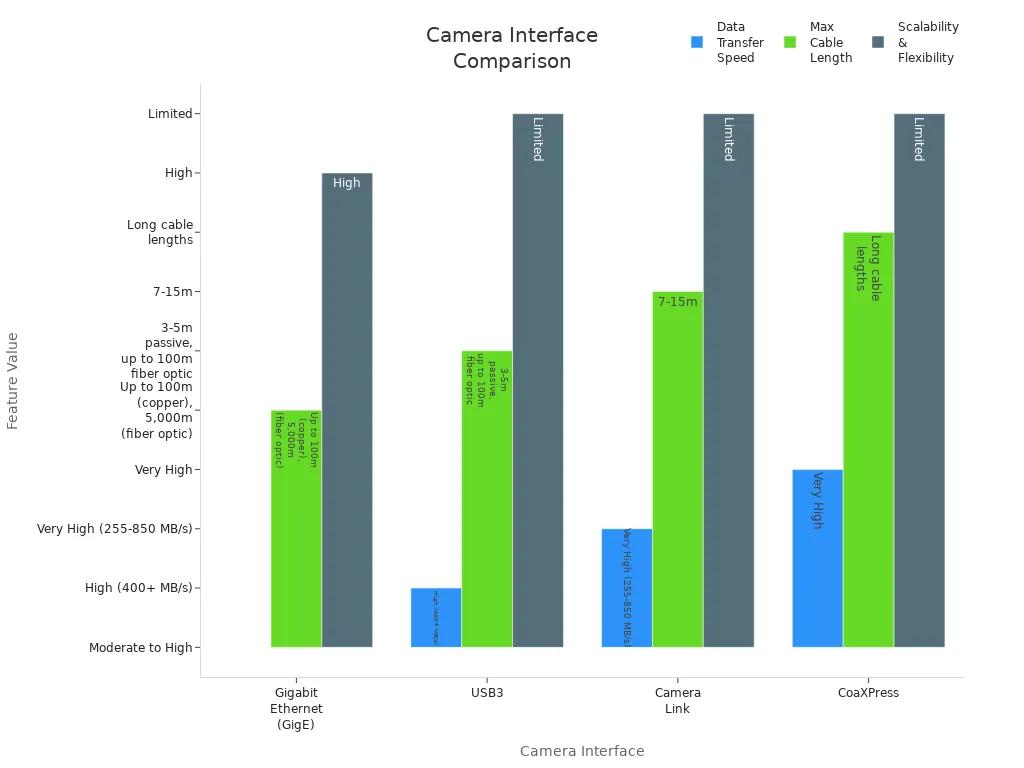
Selecting the right interface helps machine vision systems scale up and connect more cameras as needed. GigE Vision stands out for its long cable runs and network flexibility, while CoaXPress and Camera Link offer top speeds for demanding inspections.
Industrial Features
Cameras in machine vision systems must survive harsh factory conditions. Several features help these cameras stay reliable and accurate:
| Feature / Test Type | Standard / Parameter Details | Importance for Harsh Environments |
|---|---|---|
| Vibration Resistance | DIN EN 60068-2-6: Sinusoidal vibration across x/y/z axes, 10-58 Hz at 1.5mm, 58-500 Hz at 10g, 1 hour 52 min | Ensures camera components withstand continuous industrial vibrations without mechanical failure or image distortion. |
| Electromagnetic Compatibility (EMC) | IEC / DIN EN 61000-6-2: Immunity to electrostatic discharges, power surges, voltage dips, and electromagnetic noise | Guarantees camera operation without failure amid industrial electromagnetic interference from motors and power systems. |
| Electromagnetic Interference (EMI) | Limits emissions from the camera to prevent interference with other devices. | Ensures compliance with regulations and prevents disruption of other industrial equipment. |
| IP67 Ingress Protection | IEC 60529: Dust tight and waterproof up to 1 meter for 30 minutes | Protects camera internals from dust and water ingress common in manufacturing environments, ensuring reliability. |
| Active Sensor Alignment | Optical alignment during manufacturing to minimize sensor tilt and misalignment | Provides consistent, sharp image quality across units, critical for reliable industrial inspection and analysis. |
- Industrial ruggedization reduces moving parts and uses fixed stops to prevent focus shifts from shock or vibration.
- Stabilized ruggedization glues glass elements inside the lens to keep optical alignment under vibration.
- Ingress protection seals the lens with O-rings, achieving waterproof ratings like IPX7 and IPX9K.
- Some cameras use chemically resistant materials and special shrouds to protect against heat, chemicals, and radiation.
Camera specifications also affect inspection results. Key factors include:
| Specification | Influence on Inspection Accuracy | Influence on Inspection Speed |
|---|---|---|
| Resolution | Higher resolution captures finer details, enabling detection of smaller defects and precise measurements. Essential for accuracy in inspecting small or complex objects. | Higher resolution increases image data size, potentially reducing frame rate and slowing down inspection speed due to longer processing times. |
| Frame Rate | Higher frame rates reduce motion blur and enable accurate capture of fast-moving objects, improving defect detection reliability. | Enables real-time monitoring and high-speed inspection, increasing throughput and reducing delays in production lines. |
| Spectral Range / Sensor Sensitivity | Affects the ability to detect features under different lighting conditions or wavelengths, enhancing accuracy in identifying specific materials or defects. | Not extensively detailed, but appropriate spectral sensitivity can reduce the need for additional lighting or image processing, indirectly improving speed. |
| Sensor Type (CCD vs CMOS) | CCD sensors offer better image quality and sensitivity, beneficial for accuracy in low-light or high-detail applications. | CMOS sensors provide higher frame rates and lower power consumption, supporting faster inspections. |
| Shutter Type (Global vs Rolling) | Global shutters prevent image distortion in fast-moving scenes, preserving accuracy. | Global shutters enable distortion-free images at high speeds, essential for high-speed inspection. |
| Pixel Size and Sensor Size | Smaller pixels increase resolution but may reduce sensitivity and increase noise, affecting accuracy. Larger sensors can capture wider fields of view, aiding in comprehensive inspection. | Smaller pixels and larger sensors may reduce frame rate; balancing size and pixel count is key to maintaining speed. |
A high-quality image sensor improves defect detection and measurement. Cameras with global shutters avoid image distortion when inspecting fast-moving parts. The right spectral range allows cameras to see features invisible to the human eye, such as heat patterns or chemical differences.
Industrial smart cameras combine these features in a single device. They use advanced image sensor technology, rugged housings, and flexible interfaces. Smart cameras can handle many inspection tasks, from simple presence checks to complex pattern recognition. By choosing the right camera type, interface, and features, machine vision systems achieve reliable, high-speed, and accurate inspections in any industrial setting.
Industrial Smart Cameras

Integrated Processing
Smart cameras have changed how factories inspect products. These cameras do more than just take pictures. They have built-in processors that analyze images right inside the camera. This feature is called integrated processing. It uses special chips like FPGAs, DSPs, or CPUs. Some smart cameras even use a mix of CPUs and GPUs. This setup lets the camera process data quickly, right where it is collected.
With integrated processing, smart cameras can make decisions in real time. They do not need to send images to a separate computer for analysis. This reduces delays and helps factories react faster to problems. For example, a smart camera can spot a defect and signal a machine to remove the faulty part instantly. Edge computing in smart cameras also supports advanced tasks like object recognition and pattern analysis. AI tools inside the camera help it learn and improve over time. Unlike traditional cameras, which only capture images, smart cameras act as small computers on the production line.
Note: Integrated processing makes smart cameras ideal for tasks that need fast decisions, such as quality control and predictive maintenance.
Deployment Benefits
Factories choose smart cameras for many reasons. These cameras boost productivity and keep lines running 24/7. They work at high speeds and handle large numbers of inspections without getting tired. Smart cameras deliver precise and reliable results, catching tiny defects every time.
Some key benefits include:
- Increased productivity and continuous operation
- High inspection speed and throughput
- Reliable and consistent detection of defects
- Easy adaptation to new products or changes
- Lower long-term costs after setup
- Improved safety by removing dangerous or boring jobs for people
- Better product quality with fewer mistakes
Smart cameras also support remote monitoring and easy programming. Workers can adjust settings or check results from a distance. In industries like solar panel manufacturing, food packaging, and battery production, smart cameras help catch problems early. This prevents costly shutdowns and reduces waste. Over time, smart cameras help factories make safer, longer-lasting products.
| Benefit | Description |
|---|---|
| Productivity | Enables mass production and 24/7 operation |
| Speed | Supports fast inspection and high throughput |
| Accuracy | Detects small defects with high reliability |
| Adaptability | Easily adjusts to new tasks or products |
| Cost Savings | Reduces costs after initial investment |
| Safety | Removes hazardous tasks from human workers |
| Quality | Improves product safety and lifespan |
Industrial smart cameras combine all these advantages, making them a smart choice for modern automated inspection systems.
Processing and Software
Computing Platforms
Factories use different computing platforms to process machine vision data. Each platform supports fast and reliable inspection. Common options include:
- Industrial computers: These machines offer high processing power and stable operation. They work well in harsh environments and handle real-time image sensor data.
- Embedded computers: These small, rugged devices fit into tight spaces, such as robotic arms. They support high-performance CPUs and GPUs for demanding tasks.
- GPU-enhanced systems: These computers use powerful graphics cards to speed up complex image processing and artificial intelligence.
- CPUs: General-purpose processors manage basic image analysis and system control.
- GPUs: These chips handle parallel tasks, making them ideal for deep learning and real-time data analysis.
- FPGAs: These devices provide custom hardware acceleration for ultra-fast processing.
- Edge computing devices: These platforms process data locally, reducing delays and saving bandwidth.
The choice of platform affects how quickly the system can process millions of pixels from the image sensor. High-speed platforms keep up with real-time inspection and support advanced algorithms.
| Factor | Description | Impact on Machine Vision Systems |
|---|---|---|
| Pixel Data Volume | Real-time tasks process millions of pixels per second | Needs high-speed platforms for large data throughput |
| Processing Strategies | Single fast processors or parallel processing with multiple processors | Parallel processing increases speed but raises costs |
| Hardware Constraints | Power, size, and heat limits, especially in small or sterile environments | May restrict use of GPUs despite speed advantages |
| Algorithm Complexity | Tasks like 3D modeling require many computations | Needs advanced hardware or optimized algorithms |
| Real-time Requirements | Must match video acquisition rates for effective inspection | Drives need for optimized hardware and software |
Vision Software
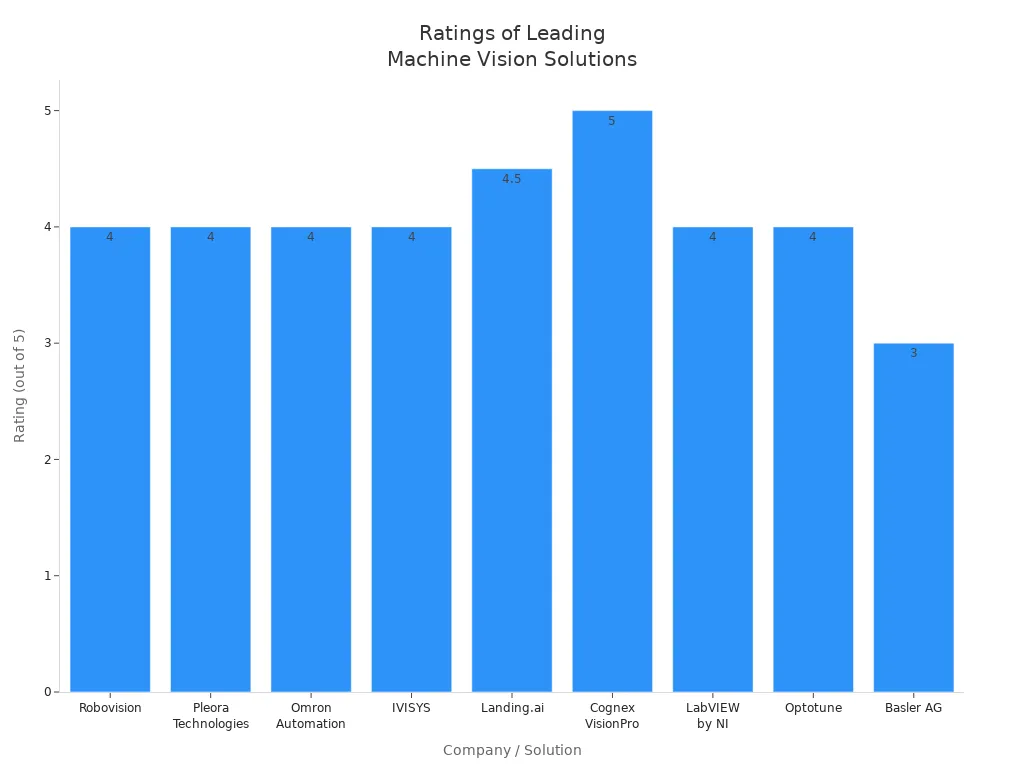
Vision software controls how the system analyzes images and makes decisions. Leading solutions include Robovision, Pleora Technologies, Omron Automation, IVISYS, Landing.ai, Cognex VisionPro, LabVIEW, Optotune, and Basler AG. These platforms offer features such as AI integration, real-time connectivity, and advanced inspection tools.
| Company / Solution | Key Features and Benefits | Drawbacks / Considerations | Rating |
|---|---|---|---|
| Robovision | AI and deep learning, easy app development, SDK for integration | Limited customization, possible scalability issues | 4/5 |
| Pleora Technologies | Real-time connectivity, global imaging expertise | Compatibility issues with legacy systems | 4/5 |
| Omron Automation | End-to-end integration, advanced inspection tools | Steep learning curve | 4/5 |
| IVISYS | Logistics automation, uptime improvement | Scalability limitations | 4/5 |
| Landing.ai | Flexible deployment, enhanced accuracy | Integration challenges, affordability for small businesses | 4.5/5 |
| Cognex VisionPro | Advanced 3D inspection, embedded AI | Closed system, extra cost for deep learning module | 5/5 |
| LabVIEW | Rapid automation development, flexible reporting | Database communication challenges | 4/5 |
| Optotune | Fast focus liquid lenses, remote focus control | Autofocus performance varies | 4/5 |
| Basler AG | Complete vision solutions, broad applications | High initial investment, integration complexity | 3/5 |
Vision software gives machine vision systems flexibility. It allows quick changes for new products or inspection rules. Advanced software uses machine learning models, such as YOLOv5 and ResNet-50, to learn from new data and keep accuracy high. The software also helps connect cameras, sensors, and lighting, making the system easy to upgrade and adapt.
System Integration
Integrating machine vision with factory automation brings many benefits. The system can guide robots, detect defects in real time, and monitor equipment for early signs of wear. Best practices for integration include:
- Connect vision systems with PLCs and SCADA for smooth data transfer and fast decisions.
- Train AI models with high-quality data to improve defect detection.
- Calibrate and validate systems regularly to keep accuracy high.
- Design scalable systems that can grow with production needs.
- Protect visual data with strong cybersecurity, such as encryption and access controls.
- Support safe human-machine collaboration, especially with robots and augmented reality.
- Analyze costs and safety to ensure a good return on investment.
Common challenges include unclear requirements, choosing the wrong integration method, and missing quality checks. Teams can avoid these problems by setting clear goals, testing often, and monitoring system performance after deployment.
Tip: Regular calibration and monitoring help maintain system accuracy and reliability over time.
Each part of a machine vision system plays a unique role in ensuring reliable and accurate inspections:
| Component | Contribution |
|---|---|
| Lighting | Creates clear, shadow-free images for precise analysis. |
| Cameras | Capture detailed visuals, acting as the system’s eyes. |
| Processing | Analyzes images using fast algorithms for quick decisions. |
| Software | Interprets data, detects defects, and customizes inspections. |
| Connectivity | Links all parts for real-time data sharing and control. |
Proper selection and integration of these components boost productivity, accuracy, and safety. As technology advances, factories should plan for upgrades like AI, 3D vision, and edge computing to keep systems adaptable and efficient.
FAQ
What is the main purpose of a machine vision system in factories?
A machine vision system helps factories inspect products and control quality. It uses cameras and software to find defects, measure parts, and guide machines. This system improves accuracy and speeds up production.
How does lighting affect image quality in machine vision?
Lighting makes details stand out in images. Good lighting reduces shadows and glare. It helps cameras capture clear pictures, which leads to better inspection results.
Why do factories use smart cameras?
Smart cameras process images inside the camera. They make fast decisions without sending data to another computer. This setup saves time and increases inspection speed.
What types of cameras do machine vision systems use?
Factories use area scan, line scan, 3D, and smart cameras. Each type fits different inspection needs. For example, line scan cameras check moving materials, while 3D cameras measure object shapes.
Can machine vision systems work with robots?
Yes! Machine vision systems guide robots to pick, place, or inspect parts. This teamwork increases accuracy and keeps production lines running smoothly.
See Also
Understanding The Role Of Cameras In Machine Vision
A Detailed Look At Electronics In Machine Vision
How Image Processing Powers Machine Vision Systems








