Every quality engineer who has planned a new inspection station faces the same decision: does this inspection happen on the line, or off it? The answer may seem straightforward on the surface — inline is faster, offline is more thorough — but in practice, the choice involves a matrix of tradeoffs: line speed, defect consequence, part geometry, throughput requirements, and whether you need 100% coverage or if statistical sampling will suffice.
This article provides a practical framework for making that decision. It covers what distinguishes inline from offline inspection, what each approach is structurally suited for, the scenarios where one clearly outperforms the other, and how AI visual inspection changes these tradeoffs compared to traditional rule-based machine vision — particularly for high-speed, 100% inline coverage on complex parts.
Key Takeaways
- Inline inspection enables 100% part coverage in real time — the only approach that catches defects before they accumulate or escape downstream.
- Offline inspection serves specific, irreplaceable roles: first-article qualification, complex dimensional verification, and root-cause investigation when defects are detected inline.
- Line speed and defect consequence are the two primary decision variables — if your line runs faster than your inspection system can clear, or if a single escape creates safety or recall risk, the decision is usually clear.
- AI-powered inline inspection removes the speed constraint that forced many manufacturers to use offline sampling — enabling 100% inline coverage at production rates that previously required stopping the line.
Defining the Terms
Inline Inspection
Inline inspection — also called in-process or on-line inspection — integrates the inspection step directly into the production flow. Parts are inspected as they move through the line, without being removed from the conveyor or assembly sequence. Sensors, cameras, or measuring systems trigger at each station, and an OK/NG decision is issued in real time. The defining characteristic is that production does not stop for inspection — the inspection runs concurrently with manufacturing.
The key operational advantage is 100% coverage: every single part is inspected. When a defect pattern emerges, it can be detectable immediately — rather than at the end of a production run when a sampling inspection catches it.
Offline Inspection
Offline inspection removes parts from the production line for evaluation at a separate station — a CMM (Coordinate Measuring Machine), a laboratory optical system, a manual inspection workbench, or a dedicated measuring room. Because the part is isolated, the inspection can be more thorough: more measurement axes, longer dwell time, and more complex fixturing. The trade-off is that only a sample of parts is inspected, and by the time a defect is found, many more defective parts may already have been produced.
Offline inspection is also commonly used for first-article inspection (FAI) at production start, dimensional verification of new tooling, and root-cause investigation when an inline system flags an anomaly that warrants deeper analysis.
At-Line Inspection
A third category worth noting: at-line inspection pulls a small sample of parts off the line and inspects them at a dedicated station adjacent to (but not integrated with) the production flow. It sits between inline and offline in terms of speed and coverage. At-line inspection is common for random spot checks and for verifying rejected parts — confirming that what the inline system flagged is genuinely defective before triggering a line stop.
The Decision Framework: Four Questions
Most inline vs. offline decisions can be resolved by answering four questions in sequence. Think of this as a prioritization filter, not a rigid algorithm — the answers will point clearly toward one approach in most cases.
Question 1: What is the consequence of a single escape?
If a single defective part reaching a customer creates safety risk, liability exposure, or significant recall cost — the answer is almost always 100% inline inspection. This characterizes automotive safety components, EV battery cells, medical devices, and structural aerospace parts. Sampling-based offline inspection, by definition, cannot guarantee zero escapes. The math works against you: at a 0.1% defect rate and a sampling plan that inspects 10% of parts, the escape probability per batch remains meaningful.
Conversely, if the defect is cosmetic and the consequence is a warranty exchange rather than a safety incident, sampling-based offline inspection may be cost-appropriate, depending on customer tolerance and the cost of 100% inline coverage.
Question 2: What is your production speed?
This is where the physics of inspection systems constrain the decision. Traditional rule-based machine vision systems have practical throughput limits — particularly on parts with complex geometry or surface variation, where rule configuration is brittle and may require stopping the line for image capture (stop-capture mode). When production speed exceeds what the inspection system can handle inline, manufacturers are forced into offline sampling by default, not by choice.
AI-powered inline inspection changes this. OptiX’s fly capture capability — 1.0 m/s — means parts can be inspected without stopping the line. With throughput of up to 1,200 parts per minute and CorteX’s 100 MP/s inference speed, the inspection system can keep pace with high-speed production lines across automotive stamping, battery cell manufacturing, and PCBA assembly. The speed constraint that historically pushed manufacturers toward offline sampling is significantly reduced.
Question 3: What does the defect look like — and can it be detected in motion?
Some defect types are structurally unsuited to inline detection. Sub-surface cracks detectable only by X-ray or ultrasound require dwell time and controlled positioning. Complex 3D dimensional verification — such as checking 40 geometric parameters on a machined housing — requires a CMM with fixturing that cannot be replicated inline. These belong offline, regardless of throughput.
Surface defects — scratches, pits, contamination, coating failures, weld quality, and solder joint integrity — are well-suited to inline detection, particularly with 2D and 2.5D imaging systems. The geometry of the imaging capture (field of view, lighting configuration, camera angle) can be standardized for a given part type and integrated permanently into the line. This covers the majority of visual quality defects in automotive, electronics, battery, and semiconductor assembly manufacturing.
Question 4: How much does production stop time cost you?
If your production line runs at high volume and stopping it for offline sampling inspection introduces meaningful downtime or batch risk — the economic case for inline inspection becomes strongly positive. Beyond direct downtime cost, there is also batch risk: a defect found through offline sampling at the end-of-batch may require scrapping or reworking the entire batch produced since the last sample. Inline detection catches defects at the individual part level, containing the impact to single part rather than an entire production run.
Where Traditional Machine Vision Forces Offline — and Why AI Changes It
Many manufacturers currently rely on offline sampling inspection not because it’s the right approach for their quality needs, but because their inline inspection system can’t keep up with line speed or handle the variability of their products.
Traditional rule-based machine vision systems often require stop-capture mode for accurate imaging on many part types — pausing the conveyor to eliminate motion blur. At 200 parts per minute, even a half-second stop per part becomes a significant constraint on line speed. The system may be technically “inline,” but operationally it forces throughput reduction. When this is unacceptable, inspection moves offline, and the manufacturer accepts sampling risk as the cost of maintaining production rate.
AI-powered inline inspection with fly-capture removes this constraint. OptiX’s software-defined lighting captures high-fidelity images at 1.0 m/s without stopping the line. CorteX’s deep learning segmentation model processes those images at 100 MP/s. The inspection system no longer limits line speed — it runs alongside production without friction. This is what makes 100% inline inspection achievable on production lines where it previously wasn’t: not a conceptual improvement, but a concrete engineering capability that changes the throughput math.
Learn more about how OptiX’s fly-capture imaging enables inline inspection at full production speed.
Combining Inline and Offline: The Practical Architecture
In most mature manufacturing quality systems, inline and offline inspection are not alternatives — they’re complementary layers within the same quality architecture, each performing the role it’s best suited for.
The recommended architecture for high-volume production with safety-critical or aesthetically demanding parts is:
Layer 1 — 100% Inline AI Visual Inspection at each critical process station. Every part is inspected in real time. OK/NG decisions are issued immediately, and defective parts are automatically diverted before proceeding downstream. This layer captures the vast majority of surface and assembly defects at the point where correction is fastest and least costly.
Layer 2 — At-Line Verification for parts flagged by the inline system. A small sample of NG-flagged parts is reviewed at a nearby inspection station to confirm the inline decision and determine whether the defect is systematic (process drift) or random (isolated event). This step helps prevents unnecessary line stops caused by false alarms.
Layer 3 — Offline First-Article and Periodic Dimensional Audit. CMM or laboratory-based measurements performed at production start, during tooling changes, and on a defined periodic schedule. This layer is not intended to catch every defect; instead, it ensures the production process remains within dimensional tolerance, identifying systematic drift before it creates large batches of non-conforming parts.
CorteX integrates across this architecture, providing a unified view of inline inspection data, at-line review outcomes, and process quality trends. This enables quality teams to correlate inline alarm patterns with process parameters and trace defect sources across the full production flow. Explore the UnitX solutions overview for deployment configuration options.
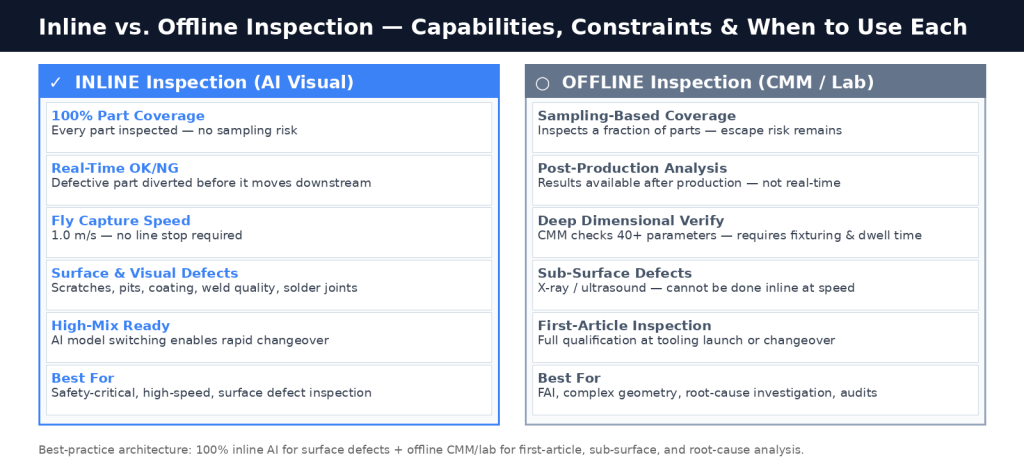
A practical decision framework for determining where to place inline vs. offline inspection at each quality checkpoint — driven by escape consequence, production speed, and defect type.
Frequently Asked Questions
Can inline AI inspection fully replace offline inspection?
For surface and visual defect detection, inline AI inspection can achieve coverage and accuracy levels that eliminate the need for offline, sampling-based visual inspection. However, offline inspection retains irreplaceable roles: first-article dimensional verification, sub-surface defect detection (X-ray, ultrasound), complex 3D metrology, and root-cause investigation. The goal is not to eliminate offline inspection, but to reduce it to tasks only offline methods can perform — freeing engineers from routine sampling work that AI can handle inline with greater coverage.
What line speed does AI inline inspection support?
UnitX’s OptiX system captures images at up to 1.0 m/s in fly-capture mode — meaning parts can move at full conveyor speed without stopping for inspection. CorteX processes images at up to 100 MP/s, supporting throughput of up to 1,200 parts per minute depending on part size and inspection complexity. For specific line speed and field-of-view requirements, a UnitX applications engineer can assess feasibility for your production configuration.
How does inline AI inspection handle product changeovers?
Traditional inline machine vision systems require significant reprogramming time when a part number changes — a major operational burden for high-mix production. AI-powered inline inspection with CorteX handles changeovers through model switching: each part number has a trained AI model stored in the Central Management System, which activates automatically during changeover. Inspection setup time is reduced from hours of reprogramming to minutes of model recall.
Does inline inspection require stopping the production line for setup?
Initial installation and calibration do require line time for positioning and integration with the PLC control system. UnitX’s deployment methodology achieves Site Acceptance Testing (SAT) in under one week — including hardware installation, PLC integration via 20+ supported industrial protocols, and initial model training. After SAT, the system runs continuously without planned inspection downtime. Model updates for new defect types or part variants can be pushed remotely through the Central Management System without stopping the line.
Explore the UnitX FleX inline AI inspection platform — or Talk to UnitX experts about the right inline inspection configuration for your production line.









