Arc magnets are critical components of motors and generators. This application focuses on arc magnet inspection after the sintering process.
What manufacturing defects occur?
Arc magnets encounter manufacturing defects due to their brittle material and the challenges of shaping and sintering the fine powder. Common defects include:
These defects can significantly compromise the functionality of arc magnets, which can be costly and dangerous in critical applications such as motors. Identifying arc magnet defects early is more cost effective than addressing problems after the magnets have been integrated into final products.
However, these defects can be difficult to detect– arc magnet surfaces may reflect light in a way that masks defects. And many arc magnet defects are subtle and hard to image, especially if the defect’s contrast to the background is low. Traditional machine vision systems struggle to capture clear images and distinguish between actual defects, reflective surfaces, and the background, ultimately missing defects or causing false rejections.
Arc magnets also have curved surfaces which can distort images and obscure defects.
And in high-volume manufacturing environments, arc magnets must be inspected quickly to keep up with production rates. Traditional machine vision products may fail to keep up with required cycle times.
The Solution
UnitX’s AI-powered inspection effectively inspects sintered arc magnets where other solutions fail.
First, the OptiX imaging system illuminates and images the arc magnet. Then, the CorteX Central AI platform is trained on defects and dimensions. Lastly, those AI models are deployed to the CorteX Edge inference system to detect and classify defects and dimensional inaccuracies in-line.
Why UnitX for sintered arc magnet inspection?
OptiX provides superior images that minimize reflectivity while maximizing defect visibility. It has 32 independently controllable lighting sources that can be optimized for arc magnet surfaces and various defects via software. Its computational imaging capability can be used to take multiple shots and eliminate hotspots caused by highly reflective arc magnet surfaces. And its lighting dome design supports a very acute incidence angle of projected light, causing even very tiny defects on an arc magnet’s curved surface to cast shadows which increase their visibility.
CorteX accurately detects random, complex defects, including those with depth components. Its 2.5D capability detects depth, especially important for cracks and surface irregularities with a depth component. It automatically normalizes for variability in positions and orientations and recognizes defects down to the pixel-level. It reduces false positives that lead to scrap and wasted product.
CorteX measures features dimensions to ensure parts conform to dimensional specifications and are produced within the acceptable tolerance limits.
CorteX supports fast AI model development, deployment, and iteration. CorteX AI models are sample efficient– they only require a few images to train on new defect types.
UnitX provides rapid, 100% inline inspection. OptiX has bright LEDs and fast fly capture speeds of 1m/s for high speed imaging. And CorteX Edge supports high inference speeds (up to 100 MP) to quickly output an OK/NG decision, seamlessly communicating that decision via integration to all major PLC, MES, and FTP systems.
Manufacturers who use UnitX to automate sintered arc magnet inspection are able to:
- Prevent quality escapes that impact automobile reliability, performance, and safety
- Reduce scrap by minimizing false rejection rates common with traditional machine vision and identifying defects early in the manufacturing process before more value is added
- Improve yield by analyzing production and quality data for process improvement opportunities
- Automate inspection at the speed of their production to increase arc magnet manufacturing throughput
UnitX Inspection Example Deep Dive
In this example, we inspected arc magnets for various surface defects.
Imaging
First, we used OptiX to capture images of the arc magnets, making sure we captured both defective and OK parts. We configured OptiX to image the arc magnets from multiple angles so that we can detect defects on its curved surface. We used OptiX’s software-defined lighting to configure various lighting patterns and incident angles that best captured the subtle defects.
Training
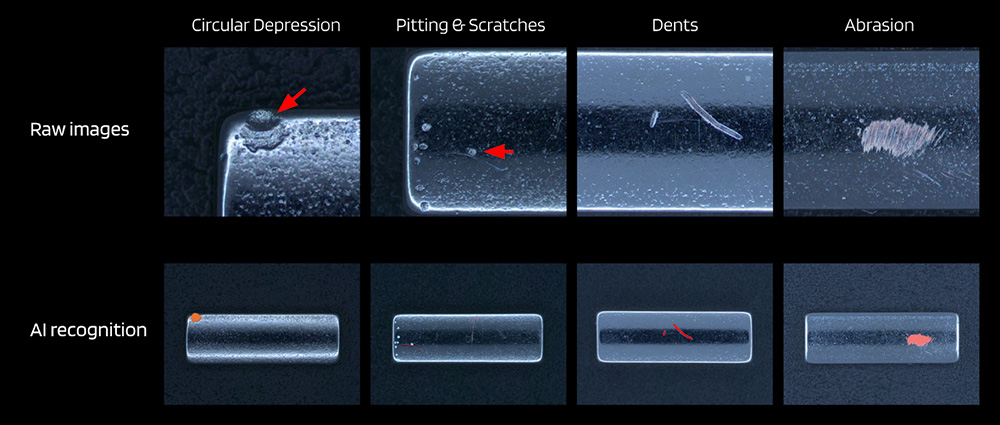
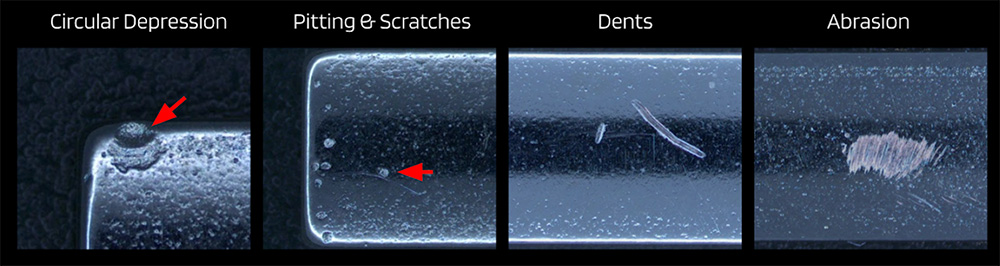
Next, we used CorteX Central to train our models. We create a label for 5 different surface defects: circular depression, pitting, scratches, dents, and abrasion..
We then labeled the 5 defects in the images we captured from OptiX, using just a few images to train for each defect.
Because of CorteX’s user-friendly interface and the low number of images it requires to train its AI models, it only took us a few minutes to complete the labeling and training.
Detection
We then deployed those AI models to CorteX Edge to detect surface defects on new arc magnets, resulting in accurate detection and classification of our 5 defects.