Because O-rings create secure and leak-proof seals, they are critical to vehicle safety, performance, and reliability. This application focuses on final inspection of O-rings after molding, extrusion, and finishing manufacturing processes.
What manufacturing defects occur?
Common O-ring manufacturing defects include:
| Defect | Description | Consequence |
|---|---|---|
| Flash | Excess material caused by mold not closing properly | Impaired sealing performance |
| Surface Imperfections | Cracks, scratches, abrasions, gouges, pits | Impaired sealing performance |
| Incomplete Curing | Improper curing of the rubber compound | Makes material too soft |
| Over Curing | O-ring exposed to too much heat | Makes rubber to hard and leads to burn marks and cracking |
| Improper Parting Lines | Misalignment or visible lines in the parting line seams where O-ring mold halves meet | Impaired sealing performance |
| Contamination / Inclusions | Foreign materials embedded in O-ring during manufacturing | Weak points and possible failure |
These defects can hinder sealing integrity, leading to premature failure. Because O-ring seals ensure safe and optimal performance of critical systems and components, it is crucial for manufacturers to implement rigorous quality control measures and inspection processes to detect, rectify, and prevent these defects.
But O-ring defects can be difficult to detect– their variability in their surface textures and part orientation on a manufacturing line can make it difficult for traditional vision systems to consistently detect defects, causing them to overkill parts as a result
And in high-volume manufacturing environments, O-rings must be inspected quickly to keep up with production rates. Traditional machine vision products may fail to keep up with required cycle times.
The Solution
UnitX’s AI-powered inspection effectively detects O-ring defects where other solutions fail.
First, the OptiX imaging system illuminates and images O-rings. Then, the CorteX Central AI platform is trained on O-ring defects. Lastly, those AI models are deployed to the CorteX Edge inference system to detect and classify defects in-line.
Alternatively, manufacturers can use just CorteX AI if they have existing imaging systems. For example, if a manufacturer wants to detect internal O-ring defects such as contamination/inclusions embedded in the O-ring material, they can deploy just CorteX AI and integrate it with existing X-Ray and CT Scanners for fast deployment of improved defect detection.
Why UnitX for O-ring inspection?
OptiX provides superior images that maximize defect visibility. It has 32 independently controllable lighting sources that can be optimized for O-ring surfaces and defects via software. And its lighting dome design supports a very acute incidence angle of projected light, causing even very tiny defects to cast shadows which increase their visibility.
CorteX accurately detects random, complex defects. It automatically normalizes for variability in positions and orientations and recognizes defects down to the pixel-level. It reduces false positives that lead to scrap and wasted product.
CorteX supports fast AI model development, deployment, and iteration. CorteX AI models are sample efficient– they only require a few images to train on new defect types.
UnitX optimizes yield. In CorteX, can tune quality criteria and visualize the impact on yield before rolling those changes to production. All inspection data is referenceable in one central platform for manufacturers to analyze and identify areas for process improvements.
UnitX provides rapid, 100% inline inspection. OptiX has bright LEDs and fast fly capture speeds of 1m/s for high speed imaging. And CorteX Edge supports high inference speeds (up to 100 MP) to quickly output an OK/NG decision, seamlessly communicating that decision via integration to all major PLC, MES, and FTP systems.
Manufacturers who use UnitX to automate O-ring inspection are able to:
- Prevent quality escapes that impact automobile safety and performance
- Reduce scrap by minimizing false rejection rates common with traditional machine vision
- Improve yield by analyzing production and quality data for process improvement opportunities
- Automate inspection at the speed of their production to increase O-ring manufacturing throughput
UnitX Inspection Example Deep Dive
In this example, we inspected O-rings for surface defects.
Imaging
First, we used OptiX to capture images of the O-rings, making sure we captured both defective and OK parts.
Training
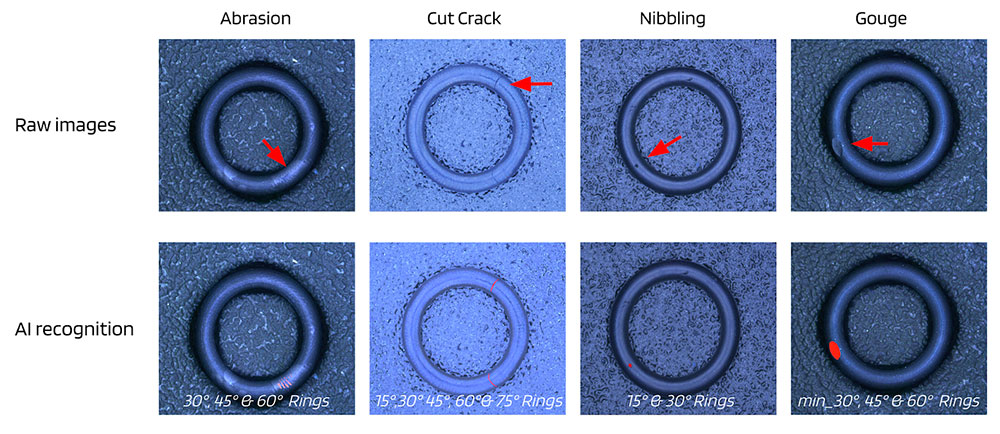
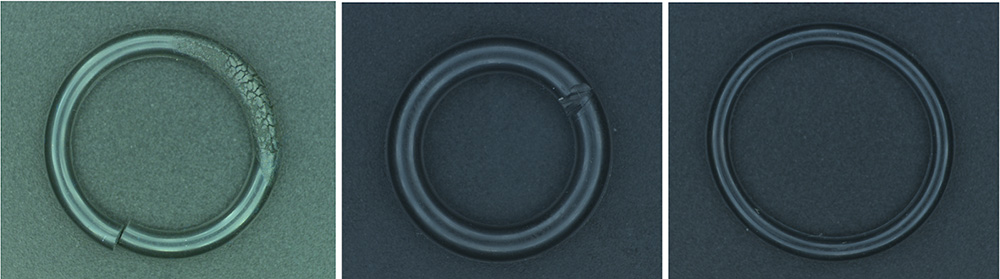
Next, we used CorteX Central to train our models. We created labels for three defects: splits (cracks in the O-ring surface), punctures (pits in the O-ring surface), and burns (burn marks from over curing).
We then labeled those defects in the images we captured from OptiX, using only:
- 4 NG images for the split defect
- 3 NG images for the puncture defect
- 1 NG image for the burn defect
- 1 OK image
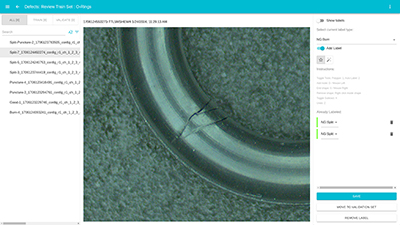
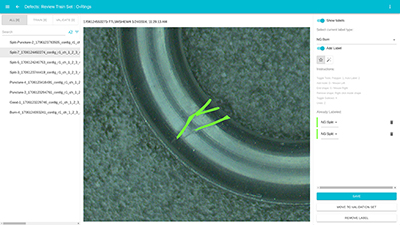
Because of CorteX’s user-friendly interface and the low number of images it requires to train its AI models, it only took us 12 minutes and 3 seconds to complete the labeling for the three defects.
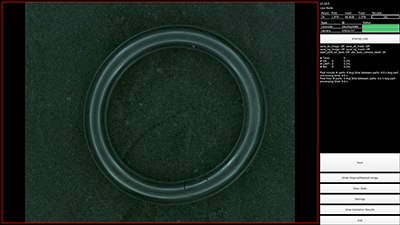
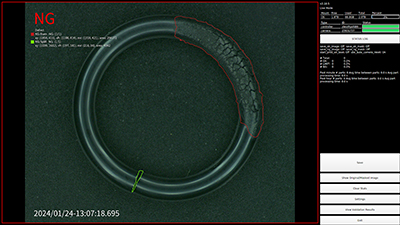
Detection
We then deployed those AI models to CorteX Edge to detect defects on new O-rings, resulting in the accurate detection and classification of our three defects.