Because battery tabs conduct electricity and connect cells together, they are fundamental to a battery cell’s overall efficiency, safety, and longevity. This application focuses on battery tab inspection after they’re welded to electrodes using the ultrasonic welding technique.
What manufacturing defects occur?
Ultrasonic welding is widely used for joining battery tabs to electrodes due to its efficiency and the low thermal impact on sensitive battery materials. However, like any manufacturing process, it is subject to potential issues such as:
These defects can impact the quality, safety, and performance of lithium-ion battery cells, making it crucial for manufacturers to implement rigorous quality control measures and inspection processes to detect and rectify these issues during production.
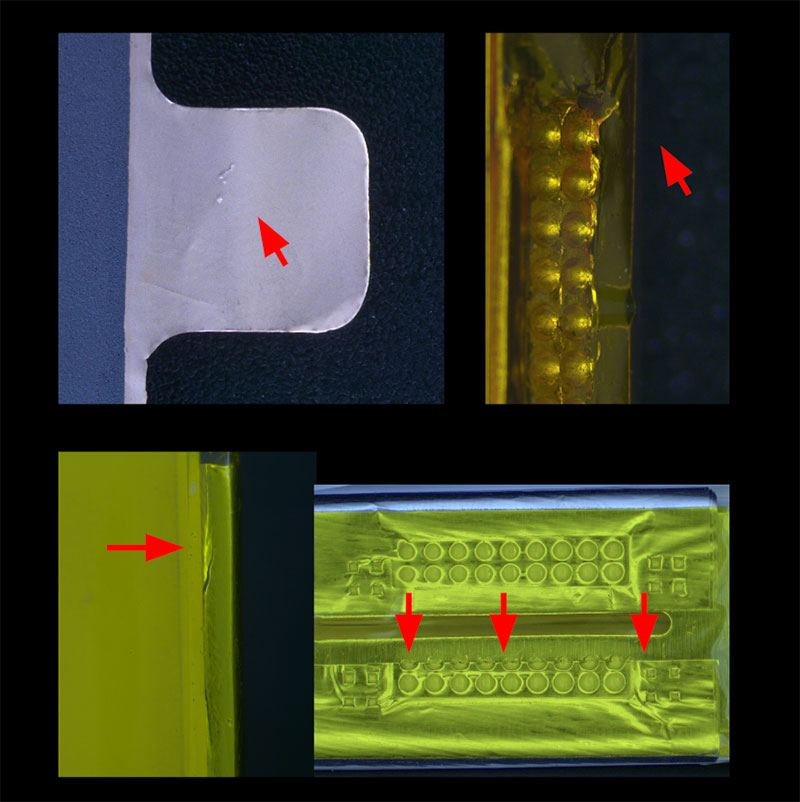
However, battery tab ultrasonic welding defects are difficult to detect. Tabs are made of metal components with reflective surfaces, making defects hard to see. Traditional machine vision systems can fail to distinguish between reflective surfaces and actual defects, causing both false positives and escapes.
Battery tab defects manifest in various shapes, sizes, and locations. Weld patterns can vary significantly based on the specific welding parameters and materials used. And as battery technology evolves, their manufacturing processes change. Traditional machine vision requires programming hundreds of hand-crafted rules, causing them to fail to detect new or variable defects and patterns that don’t match their programmed parameters and making them slow to adapt to changes.
The Solution
UnitX’s AI-powered inspection effectively detects ultrasonic welding defects where other solutions fail.
First, the OptiX imaging system illuminates and images welded joints. Then, the CorteX AI platform is trained on ultrasonic welding defects. Lastly, those AI models are deployed to the CorteX inference system to detect and classify defects in-line.
Why UnitX for battery tab ultrasonic welding inspection?
OptiX provides superior images that minimize reflectivity while maximizing defect visibility. It has 32 independently controllable lighting sources that can be optimized for battery weld surfaces and defects via software. Its computational imaging capability can be used to take multiple shots and eliminate hotspots caused by highly reflective battery weld surfaces. And its lighting dome design supports a very acute incidence angle of projected light, causing even very tiny defects to cast shadows which increase their visibility.
CorteX accurately detects random, complex defects. It automatically normalizes for variability in positions and orientations and recognizes defects down to the pixel-level.
UnitX supports fast experimentation and adapts to changes in production environments. OptiX lighting is easily configured via software and CorteX AI models are sample efficient– they only require a few images to train on new defect types.
With UnitX, manufacturers automate battery tab ultrasonic weld inspection to:
- Prevent quality escapes that cause degraded battery performance and failure, safety risks, and costly recalls
- Minimize false rejection rates common with traditional machine vision, reducing scrap and wasted materials
- Replace manual inspectors, saving manufacturers money and improving efficiency
UnitX Inspection Example Deep Dive
In this inspection, we investigated tab ultrasonic welds. The manufacturer was previously using manual inspection, which was inaccurate and caused serious quality issues that resulted in customer complaints.
Imaging
First, we used OptiX to capture images of the tab welds, making sure we captured both defective and OK parts.
Training
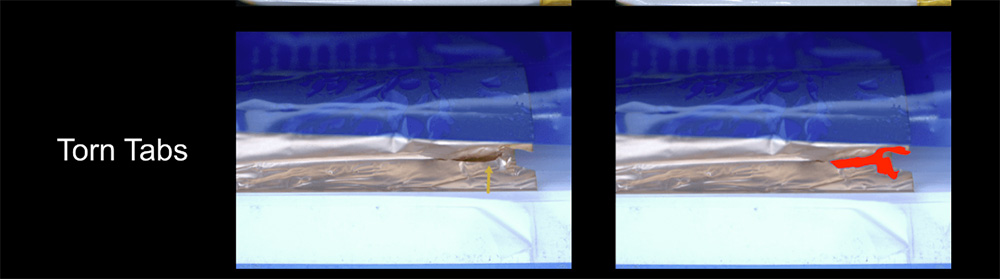
Next, we used CorteX to train our models. We created a label for each defect we want to detect: torn tabs, shifts, and foreign object debris.
We then labeled those defects in the images we captured from OptiX, using just a few images of each of the 3 defects.
Detection
Next, we deployed the AI models to CorteX on new cells to inspect 100% of battery cells and detect and classify our 3 tab ultrasonic weld defects.
- Meet required cycle times– UnitX inspected a single cell tab within 1.5 seconds
- Reduce quality escapes– UnitX reduced false acceptances to an average of .01% (out of an average of 3,481 inspected cells per day)
- Reduce scrap– UnitX reduced false rejections to an average of .53% (out of an average of 3,481 inspected cells per day)
- Automate inspection– Manufacturer was able to fully automate inspection and remove the need for 4 manual inspectors