Lighting stands as the foundation of every machine vision process in 2025. Good lighting enables the system to capture high-quality images and supports precise inspection. Maximizing contrast through tailored illumination helps reveal defects that would otherwise stay hidden. Consistent illumination proves essential for both traditional and AI-based machine vision solutions. Studies show that poor or inconsistent lighting reduces accuracy and reliability. Applications such as inspecting translucent materials demand customized illumination setups to achieve optimal results. Lighting Systems machine vision system performance depends on stable, bright illumination for precise calibration and repeatable quality control.
Key Takeaways
- Good lighting is the foundation of machine vision systems and improves image quality, contrast, and defect detection.
- LED lighting offers the best balance of long life, energy efficiency, and stable illumination for most machine vision tasks.
- Choosing the right lighting type, color, and form factor depends on the object’s surface, color, size, and inspection environment.
- Smart and adaptive lighting systems use AI and sensors to adjust illumination in real time, enhancing accuracy and flexibility.
- Energy-efficient lighting reduces costs and supports sustainability while maintaining high performance in machine vision applications.
Lighting Systems Machine Vision System
Importance of Lighting
Lighting systems machine vision system performance depends on how well the illumination reveals important features. Good lighting helps the vision system capture high-quality images. Illumination enhances contrast between the object and its background. This makes it easier for the machine vision system to find edges, shapes, and defects. Different lighting methods, such as bright field, dark field, and backlighting, change how features appear. The angle of illumination affects reflection and image quality. For example, bright field lighting uses angles between 45 and 90 degrees, while dark field lighting uses shallow angles to highlight scratches or edges.
Lighting systems machine vision system setups must consider beam direction. Direct lighting creates strong shadows, while scattered illumination reduces shadow effects. Consistent lighting ensures that normal changes in parts or their positions do not affect image quality. Filters and color choices also help reduce glare and improve contrast. The right illumination makes surface inspection more accurate and reliable. Poor lighting is the most common reason for low machine vision system performance. No camera or software can fix problems caused by bad illumination.
Note: Proper illumination is the foundation for image acquisition and image processing. It supports quality control by making sure the vision system sees every detail.
Maximizing Contrast
Contrast enhancement is key for lighting systems machine vision system success. Contrast defines the difference between light and dark areas in an image. High contrast helps the vision system spot edges, features, and defects. Adjusting illumination to maximize contrast improves object detection. Color selection in lighting plays a big role. Some objects reflect or absorb certain colors, so using the right color can make features stand out. Filters, like polarizing filters, help control glare and reveal hidden details.
Lighting systems machine vision system setups use special techniques for different tasks. Backlighting highlights edges and holes. Diffuse illumination gives even light for complex surfaces. Dark field lighting shows scratches and dents by using shallow angles. Studies show that high-quality images with strong contrast help AI models detect defects better. Models like ResNet and EfficientNet work best when trained on images with good illumination and contrast. This proves that maximizing contrast leads to better inspection accuracy and reliable results in machine vision.
Types of Machine Vision Lighting
LED and Other Sources
Lighting technology forms the backbone of every machine vision application. The most common types of machine vision lighting include LED, halogen, fluorescent, metal halide, and xenon sources. Each lighting type offers unique benefits for different inspection tasks.
| Lighting Source Type | Market Share (%) | Notes |
|---|---|---|
| Metal LED Light Source | 50 | Largest market share; fastest growing |
| Halogen Light Source | 30 | Second largest market share |
| Other Types | 20 | Remaining market share |
LED lighting technology dominates the market. LEDs last up to 100,000 hours and use very little energy. They stay cool and provide stable illumination, which helps the vision system maintain high image quality. Halogen lights offer a broad spectrum and high brightness but have shorter lifespans and use more energy. Fluorescent lights give diffuse illumination but are less efficient and degrade over time. Metal halide and xenon lights fill special roles but are less common.
| Light Source | Lifespan | Energy Efficiency | Additional Notes |
|---|---|---|---|
| LED | Up to 100,000 hours | Extremely energy-efficient | Cool operation, less vibration sensitive, stable light output, broad spectral options |
| Halogen | Shorter than LED | Consumes more energy | Produces heat, prone to flicker, loses intensity over time, continuous spectrum |
| Fluorescent | Shorter than LED | Less efficient, degrades over time | Diffuse light, minimal glare, discrete spectrum with blue spikes, not dimmable |
Tip: LED lighting technology provides the best balance of lifespan, energy use, and stable illumination for most machine vision tasks.
Bar, Back, Ring, and Dome Lights
Lighting technology comes in many shapes to fit different inspection needs. The main form factors include bar lights, backlights, ring lights, spot lights, dome lights, and pattern projectors. Each form factor changes how illumination reaches the object and affects detection.
- Bar lights: These provide directed illumination over a wide area. They come in many sizes and can be placed in pairs for even lighting. Bar lights work well for large objects or conveyor belts. However, poor placement can cause shadows or uneven illumination.
- Backlights: These sit behind the object. They create strong contrast by making the object appear as a dark shape on a bright background. Backlights help with edge detection and measuring dimensions.
- Ring lights: These surround the camera lens and shine light directly onto the object. Ring lights can use bright field or dark field illumination. Bright field ring lights highlight flat surfaces, while dark field ring lights use shallow angles to show scratches or dents.
- Dome lights: These provide soft, even illumination from all directions. Dome lights work best for curved or shiny surfaces. They reduce glare and shadows but need to be close to the object.
| Lighting Form Factor | Description & Effect on Reflective Surfaces | Impact on Surface Defect Detection |
|---|---|---|
| Bright Field Front Lighting | Light reflected from flat surfaces is collected; defects scatter light outside lens acceptance angle, appearing dark on bright bg. | Enhances contrast by showing defects as dark features on bright background; suitable for ring lights or LED barlights. |
| Dark Field Front Lighting | Reflected light not collected; only scattered light captured, making defects bright on dark background. | Highlights non-planar features as bright spots; often achieved with low angle ring lights for reflective flat surfaces. |
| Bright Field Backlighting | Light blocked or transmitted by object; opaque objects appear as black silhouettes on white background. | Maximizes edge contrast, useful for dimension measurement and detecting through-holes; uses diffuse backlights or telecentric illuminators. |
| Dark Field Backlighting | Only scattered transmitted light collected, showing bright features on dark background. | Enhances non-flat features in transparent samples; achieved with ring or bar lights behind the sample. |
| Dome Lights | Provide uniform, multi-directional illumination, reducing reflections and shadows on curved or complex geometries. | Ideal for inspecting complex curved reflective surfaces by minimizing uneven illumination and reflections. |
| Coaxial Illumination | Light directed perpendicular to surface via beamsplitter; can be collimated for reflective objects. | Minimizes shadows and specular reflections, improving defect visibility on highly reflective surfaces. |
| Combined Lighting (Dome + Ring) | Simultaneous use of dome and low angle ring lights for uniform illumination over complex geometries. | Effective for revealing defects on complex shapes by combining benefits of diffuse and directional lighting. |
| Telecentric Illumination | Collimated light combined with telecentric lens reduces undesired reflections on curved reflective objects. | Improves measurement accuracy and defect detection on curved reflective parts by eliminating border reflections. |
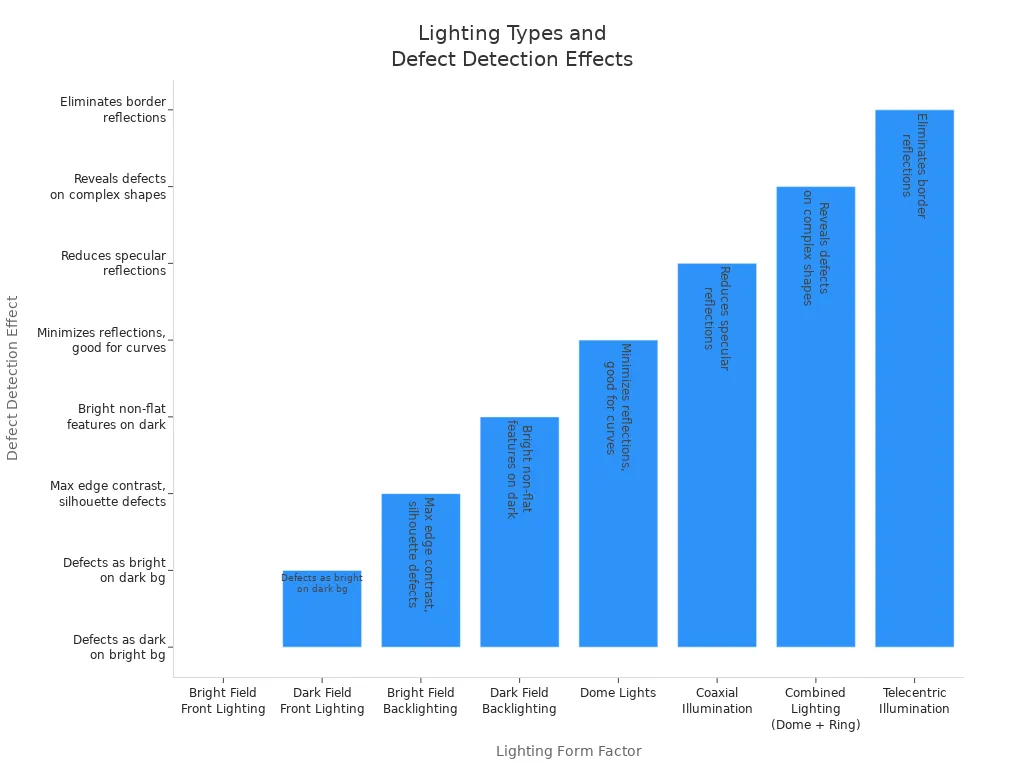
Note: Dome lights excel at inspecting shiny or curved surfaces, while bar lights offer flexibility for larger areas. The right lighting form factor improves illumination and detection.
Color and Spectral Options
Lighting colors and spectral options play a key role in machine vision. Different materials reflect and absorb light in unique ways. Using the right lighting colors helps the vision system tell materials apart and improves defect detection.
| Light Color | Role in Material Differentiation | Typical Applications |
|---|---|---|
| White Light | Provides broad spectrum illumination, enabling general inspections and color differentiation by capturing full visible spectrum images. | General inspections, color differentiation, surface defect detection |
| Red Light | Longer wavelength reduces scattering and reflections, penetrating materials and improving inspection of reflective surfaces. | Inspection of reflective surfaces, material penetration, edge detection |
| Blue Light | Shorter wavelength enhances contrast and fine detail detection, especially on dark or colored objects. | Fine defect detection, precision inspections, inspection of dark or colored objects |
| Green Light | Balanced wavelength offering good contrast and visibility for light to medium colored materials without excessive glare. | Surface inspection, general material analysis, color differentiation |
| Infrared (IR) Light | Outside visible spectrum, penetrates opaque materials and reduces glare on glossy surfaces, useful for heat detection and low-light conditions. | Heat detection, low-light inspections, surface inspection of glossy materials |
| Ultraviolet (UV) Light | Causes fluorescence in certain materials, revealing invisible markings, contamination, or fine cracks. | Inspection of fluorescent materials, contamination detection, crack detection |
- White lighting colors allow general inspection and color differentiation.
- Red lighting colors reduce glare and help with edge detection on shiny surfaces.
- Blue lighting colors bring out fine details, especially on dark objects.
- Green lighting colors offer balanced contrast for many materials.
- Infrared lighting colors help with heat detection and inspecting glossy surfaces.
- Ultraviolet lighting colors reveal hidden cracks or contamination.
Color cameras use RGB filters to capture lighting colors. The vision system processes these colors to sort, verify, and inspect parts. Color spaces like RGB and HSI help extract features for better detection. Consistent illumination and lighting colors are important for reliable results. In food and pharmaceutical inspection, near-infrared and hyperspectral lighting technology help find moisture, chemical defects, and even fake products.
Tip: Choosing the right lighting colors and spectral options improves material differentiation and defect detection in every machine vision application.
Illumination Machine Vision System Selection

Object and Environment Factors
Selecting the right illumination machine vision system starts with understanding the object and its environment. The surface, color, size, and material of the object all affect how lighting should be chosen. For example, shiny or curved surfaces need diffuse illumination to avoid glare, while flat objects may benefit from direct lighting. The color of the object and background also matters. Using the right lighting color, such as red, blue, or white, can help highlight features and improve contrast. RGB lighting is important for color inspection and pattern recognition.
| Object Property | Lighting Consideration | Example Lighting Type |
|---|---|---|
| Surface Characteristics | Flat, curved, shiny, or matte surfaces | Diffuse, direct, or transmitted illumination |
| Color | Object and background color | Red, white, or blue lighting |
| Size | Object dimensions and installation space | Ring, dome, or bar lights |
| Material | How the material interacts with light | Adjust lighting color/type |
Environmental factors also play a big role in illumination machine vision system performance. High temperatures can damage lighting components and reduce their lifespan. LEDs need good thermal management to keep working well. In factories with strong ambient light, glare and reflections can lower image quality. Technologies like Ambient Light Suppression help the illumination machine vision system work even in bright sunlight. Rugged lighting and enclosures protect against dust, moisture, and extreme temperatures, keeping the system reliable.
Tip: Always match the illumination to both the object’s features and the inspection environment for the best machine vision results.
Application Needs
Every application has unique needs for illumination machine vision system design. In electronics inspection, the shape, texture, and translucency of parts guide the choice of lighting. Backlighting works well for checking shapes and transparent parts, while dark-field illumination highlights surface defects. The inspection environment, such as limited space or moving equipment, can restrict where lighting can be placed. Sometimes, ring lights are used because they fit easily and give even illumination.
- The spectral content of the lighting must match the camera sensor for accurate color analysis and fast inspections.
- Physical constraints, like robotic arms or support structures, may limit the size or type of illumination that can be used.
- High-power strobing and optical filters help reduce the effects of ambient light in busy factory settings.
Stability and consistency are key for any illumination machine vision system. Advanced lighting controllers make it easier to keep illumination steady, even in changing conditions. These controllers allow for quick adjustments, support both continuous and strobe modes, and help maintain uniform light. Modular designs let users swap out parts and fine-tune illumination on-site, which saves time and ensures high-quality images for quality control and surface inspection.
Note: Reliable illumination and advanced controllers help machine vision applications deliver accurate results, even in tough environments.
Trends in Machine Vision Applications
Smart and Adaptive Lighting
Smart and adaptive lighting leads the way in modern machine vision applications. These systems use sensors and AI to adjust illumination in real time. They can change brightness, color, and timing based on object size, distance, and movement. This technology helps maintain clear images and supports accurate detection, even when objects move quickly or change position.
- AI-powered adaptive lighting systems learn patterns and adjust illumination for each task.
- Flat dome lights provide uniform, shadow-free illumination, making them ideal for detecting small details on flat or curved surfaces.
- Tunable LEDs allow the system to change beam angles and intensity, matching the needs of different applications.
- Bluetooth and app-based controls let users adjust lighting parameters instantly.
Smart lighting systems also connect with IoT devices. This connection improves traceability and makes it easier to monitor lighting performance. These features help machine vision applications handle diverse products and changing environments.
AI Integration
AI integration transforms lighting optimization in machine vision. Machine learning algorithms now analyze scenes and adjust illumination for the best image quality. These systems match lighting spectral output to camera sensitivity, improving contrast and detection. For example, using red LEDs with matching filters can highlight defects that are hard to see.
AI also supports advanced white balance and exposure control. Deep learning models adjust lighting in complex environments, separating objects from backgrounds and keeping colors accurate. Multispectral sensors capture more information than traditional cameras, helping with precise detection and image processing.
AI-driven lighting optimization boosts inspection accuracy and speeds up machine vision applications. The market for AI visual inspection continues to grow as industries seek better quality control and faster detection.
Energy Efficiency
Energy efficiency remains a top priority in machine vision lighting. LED solutions reduce energy use by up to 75%, saving costs and supporting sustainability goals. Automated lighting systems use sensors to adjust illumination based on presence and natural light, cutting electricity use and carbon emissions.
- Automated buildings can use up to 30% less energy, lowering their carbon footprint.
- Near-infrared LEDs consume much less energy and last longer than traditional bulbs.
- Retrofitting sensors with efficient LEDs reduces electrical load and CO₂ emissions.
Industry now focuses on sustainable manufacturing. Energy-efficient lighting helps companies meet environmental targets and improve profitability. As machine vision applications expand, energy savings and sustainability will shape the future of lighting systems.
Proper lighting shapes the success of every machine vision project. The right lighting improves image clarity, boosts inspection accuracy, and reduces errors. Key benefits include:
- Enhanced contrast and fewer shadows, leading to better defect detection.
- Stable and consistent illumination, which supports reliable automation.
- Lower maintenance costs with long-life LED lighting.
- Up-to-date lighting trends, such as smart and adaptive systems, help integrators stay competitive.
Common mistakes, like late lighting selection or wrong color choice, often cause delays and poor results. Upgrading to advanced lighting systems has improved inspection in industries such as automotive and food processing. Machine vision teams should focus on flexible, future-proof lighting to meet changing needs and maintain high performance.
Applying these best practices ensures that machine vision systems deliver accurate, repeatable results for quality control and automation.
FAQ
What is the most common lighting type in machine vision systems?
LED lighting is the most common type. LEDs last a long time and use little energy. They provide stable and bright light, which helps machine vision systems capture clear images.
How does lighting color affect defect detection?
Lighting color changes how objects appear. Red light can reduce glare on shiny surfaces. Blue light helps show small details. Using the right color makes defects easier to see.
Why do machine vision systems need consistent illumination?
Consistent illumination helps the system capture the same image every time. This makes it easier to find defects and measure parts. Inconsistent lighting can cause errors and missed defects.
Can smart lighting systems adjust to different objects?
Yes. Smart lighting systems use sensors and software to change brightness and color. They adjust to different object sizes, shapes, and positions. This helps the system work better in changing environments.
What are the main benefits of energy-efficient lighting in machine vision?
Energy-efficient lighting saves money and reduces power use. LEDs use less electricity and last longer than older lights. This helps companies lower costs and meet environmental goals.
See Also
A Comprehensive Look At Inspection Vision Systems In 2025
Why Proper Lighting Is Essential For Vision Systems
The Role Of Structured Light In Improving Vision Systems
Essential Insights Into Semiconductor Vision Systems Technology
Breaking Down Electronics-Based Machine Vision Systems Clearly