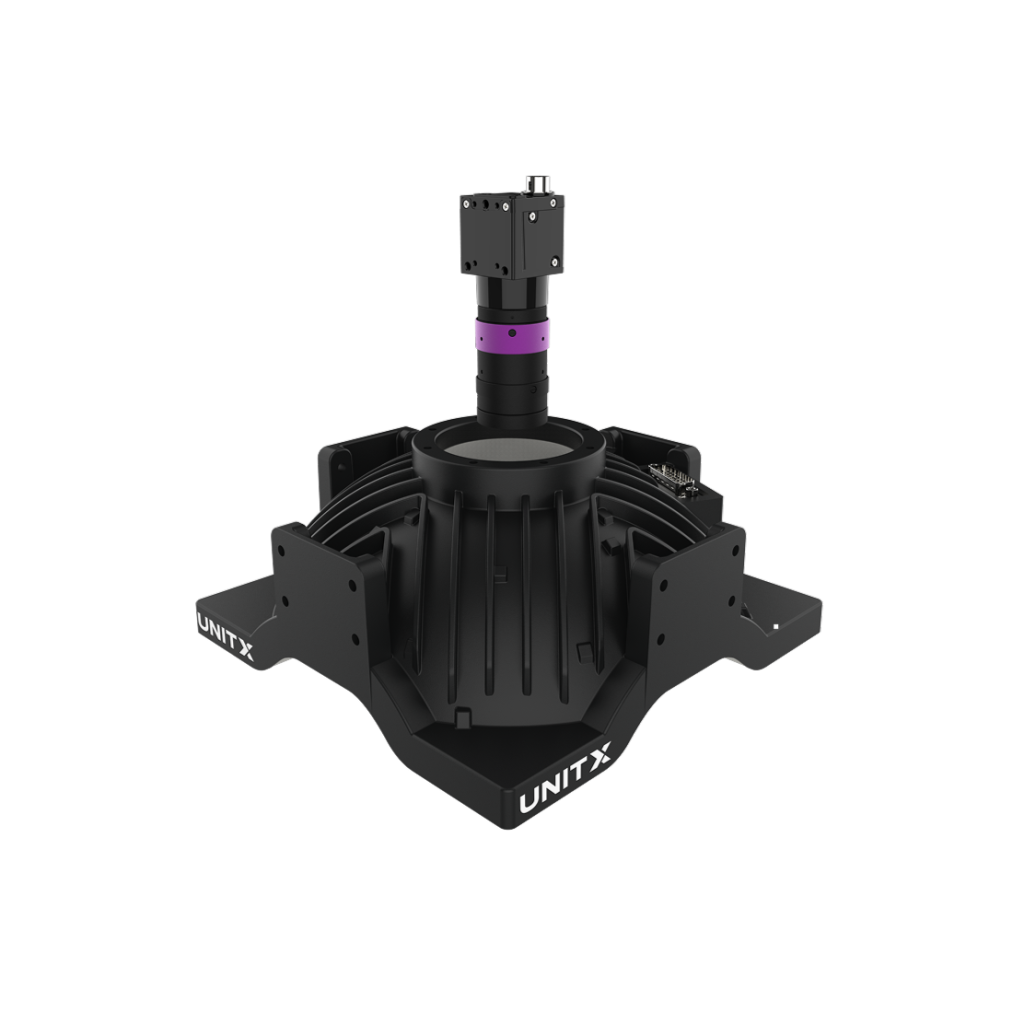
A software-defined lighting system that dynamically illuminates parts for maximum contrast imaging
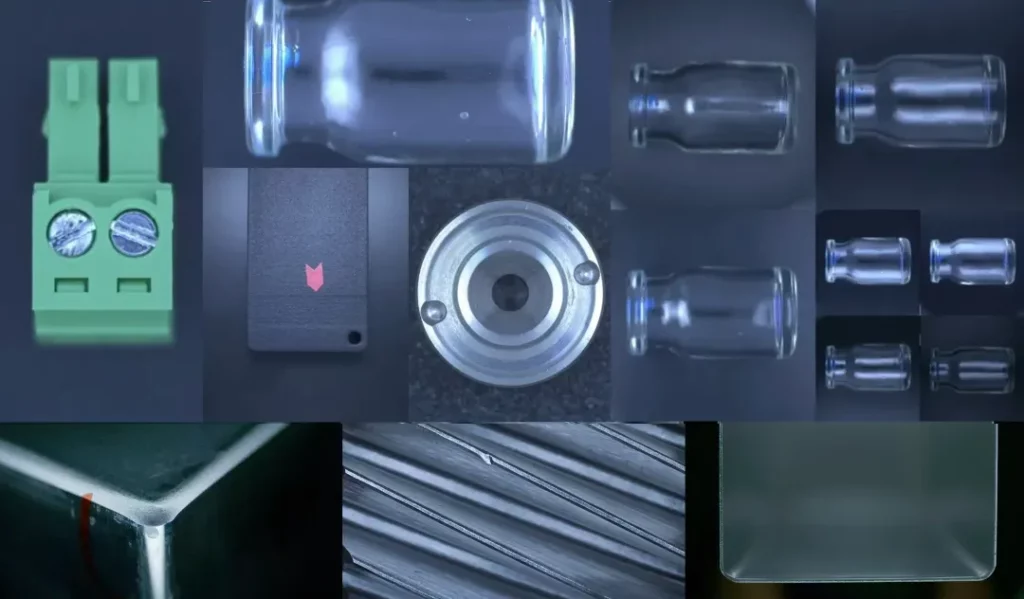
Illuminate and image random complex defects across variable materials and structures
independently controllable light sources
incident angle range
big FOV with modular lighting
Supports fast experimentation and adaptation to production environments
Achieve rapid inspection times that match production cycle times
meter / sec fly capture
brighter vs. conventional light
lighting patterns / second
Requires new bespoke lighting for every application
Software-defined lighting system allows dynamic control over lighting patterns and angles to support variable surfaces and defects
Requires vision expertise to trial multiple hardware to find best lighting option
No vision expertise needed to configure dynamic lighting via software
Lower-power electronics require parts to stop in order to capture images, slowing down cycle time
High-power electronics enable rapid fly capture to image moving parts, matching cycle time