
A postprocess machine vision system uses cameras and software to check the quality of finished items after manufacturing. This type of system plays a key role in industries that create 3D printed or additively manufactured parts, where accuracy matters. These systems help factories save labor and improve objectivity during inspection.
| Aspect | Evidence Summary |
|---|---|
| Technology Drivers | Integration of AI, robotics, Industry 5.0, IoT, and big data analytics accelerates adoption by enhancing inspection accuracy, automation, and real-time quality control. |
| Market Dynamics | Rising focus on quality control and inspection in precision manufacturing drives demand for automated, AI-powered vision and metrology systems. |
- Machine vision offers fast, consistent, and cost-effective quality control.
- Many industries use machine vision for non-destructive testing and permanent record keeping.
- Automated inspection improves speed and accuracy over manual checks.
A postprocess machine vision system stands out because it works after production, focusing on the final quality of parts rather than monitoring during manufacturing.
Key Takeaways
- Postprocess machine vision systems use cameras and software to inspect finished products, ensuring high quality and reducing human error.
- These systems improve manufacturing by detecting defects quickly, providing real-time feedback, and supporting automation with robots.
- Advanced AI and deep learning boost inspection accuracy, helping factories catch even small or hidden flaws reliably.
- Regular calibration and proper lighting setup are essential to keep the system accurate and maintain consistent inspection results.
- Implementing machine vision systems saves costs, increases production speed, and enhances product traceability across many industries.
What Is a Postprocess Machine Vision System
Definition and Purpose
A postprocess machine vision system is a type of automated inspection tool that checks products after manufacturing. It uses cameras, sensors, and computers to capture images of finished parts. The system then analyzes these images to find defects, measure dimensions, and verify product codes. This process helps factories make sure every item meets quality standards before shipping.
A postprocess machine vision system works by capturing, processing, and analyzing image data. It uses advanced software and hardware to automate decisions based on what it sees. These systems often include industrial PCs, embedded computers, and cloud-based servers. Imaging software connects with cameras and handles tasks like image processing, analysis, and communication with other machines.
The main purpose of a postprocess machine vision system is to automate quality control. It replaces manual inspection with fast, accurate, and repeatable checks. The system can:
- Capture images of products using high-resolution cameras.
- Send image data to computers through fast connections like GigE Vision or Camera Link.
- Analyze images to detect edges, patterns, and defects.
- Make decisions using artificial intelligence or machine learning algorithms.
A postprocess machine vision system aims to:
- Achieve 100% inspection of all products.
- Automate complex inspection tasks, such as reading codes or finding small defects.
- Improve the accuracy and speed of quality checks.
- Reduce human error and increase consistency.
Recent studies show that machine vision methods have evolved from simple optical character recognition to advanced deep learning. These new methods handle challenges like changes in lighting, package shapes, and blurry images. Deep learning systems can recognize product codes with over 91% accuracy, even in tough conditions. In controlled environments, traditional methods can reach over 99% accuracy. This progress means that postprocess machine vision systems can now reliably replace manual inspection in many factories.
Role in Manufacturing
A postprocess machine vision system plays a key role in modern manufacturing. It checks the quality of finished parts, especially in industries like 3D printing and additive manufacturing. These systems help companies find defects such as cracks, warping, or missing features that might not be visible to the naked eye.
- In 3D printing, computed tomography (CT) scans allow the system to see inside parts and find hidden problems. CT scans with fine resolution can detect issues layer by layer. This helps engineers understand how process settings affect the final product.
- Machine vision systems also use data from sensors and cameras to build libraries of defect patterns. These libraries help predict and prevent future problems.
Manufacturers use computer vision to monitor production and catch errors early. For example:
- Automotive factories use machine vision to check for defects that traditional inspections might miss, such as tool wear or poor lubrication.
- In wire-harness manufacturing, over 2,000 quality assurance devices use process monitoring to achieve zero-defect quality at high speeds.
A postprocess machine vision system supports:
- Real-time detection of defects, reducing scrap and rework.
- Automated data collection for traceability and reporting.
- Integration with robots for precise part handling and sorting.
| Application Area | Benefit |
|---|---|
| 3D Printed Parts | Detects internal and surface defects |
| Automotive Components | Monitors process variation for quality |
| Barcode/Text Inspection | Achieves high accuracy in code recognition |
| Robotics Integration | Provides precise positioning for automation |
Computer vision systems in manufacturing use both hardware and software to optimize inspection. They select the best lighting, camera angles, and filters to get clear images. Practical testing in real production helps choose the right setup, making inspections more reliable and reducing the need for extra processing.
Machine vision systems have shown that they can reduce manufacturing errors. For example, AI-driven systems for defect detection have reached up to 99.8% accuracy and 100% recall, meaning they catch every defective item. This level of performance helps factories deliver better products and improve customer satisfaction.
How Machine Vision Works
Image Capture and Processing
Machine vision systems begin with image acquisition. Cameras capture detailed images of objects as they move through production lines. Lighting, optics, and camera exposure settings affect the quality of image acquisition. The system uses image capture to collect pixel data, which forms the basis for further analysis. Smart cameras and PC-based systems often combine several tools for image acquisition and processing.
| Aspect | Description |
|---|---|
| Image Capture Factors | Lighting, optics, camera exposure, ambient light, object reflectivity affect pixel grayscale values. |
| Grayscale-based Analysis | Uses pixel grayscale values to analyze image content; sensitive to lighting and object variations. |
| Edge-based Analysis | Detects gradients or edges by calculating changes in grayscale between neighboring pixels; robust to brightness changes. |
| Histogram Analysis | Counts pixels at each gray level to statistically analyze image regions; used for presence/absence and defect detection. |
| Blob (Connectivity) Analysis | Groups connected pixels of similar grayscale to identify features by size, shape, and location; used for part detection and guidance. |
After image capture, the system performs feature extraction and tracking. It identifies edges, shapes, and patterns in the captured images. Tracking allows the system to follow objects as they move, supporting real-time motion data analysis. The system uses recognition algorithms to compare features with stored templates. This process supports decision-making by verifying product specifications and detecting defects.
Note: Machine vision systems use image acquisition and processing to automate visual inspection, part counting, and defect detection. These steps improve accuracy and reduce manual labor.
Automation and Intelligence
Automation in machine vision enables fast, consistent tracking and decision-making. The system uses artificial intelligence to analyze images and make decisions without human input. Deep learning algorithms help the system adapt to new products and changing environments. These algorithms improve recognition accuracy and reduce error rates.
| Aspect | Evidence / Impact |
|---|---|
| Accuracy Improvement | AI-driven machine vision systems improve accuracy by up to 15% on benchmark datasets; CNNs outperform traditional models by about 20%. AI reduces error rates to below 1%, compared to near 10% in traditional systems. |
| Real-time Decision Making | Algorithms like YOLO enable fast, accurate object detection suitable for real-time applications in manufacturing, autonomous vehicles, and robotics. |
| Adaptability | AI systems detect subtle defects and complex patterns missed by traditional systems and adapt to changing environments and new data. |
Automation supports tracking of objects and motion throughout the production process. The system uses tracking to guide robots, count parts, and monitor equipment. Real-time motion data analysis helps prevent errors and improve safety. Machine vision systems also use tracking for safety monitoring, such as checking for personal protective equipment compliance.
Computer vision and machine vision work together to support tracking, recognition, and decision making. These systems rely on accurate image capture, feature extraction, and motion tracking to ensure high-quality results. Automation and intelligence make machine vision a powerful tool for modern manufacturing.
Key Components
Hardware Overview
A postprocess machine vision system relies on precise hardware to deliver accurate inspection results. The camera forms the core of the system. Manufacturers like Basler, Keyence, and Sony offer high-resolution cameras that capture detailed images of finished parts. These cameras often use advanced sensors, such as Sony Pregius global shutter sensors, which help reduce motion blur and improve image quality. The system uses different types of cameras, including monochrome and color models, to suit various inspection needs.
Lighting hardware, such as dome or ring lights, ensures even illumination and reduces shadows or glare. This lighting helps the camera capture clear images, which is essential for reliable machine vision. The hardware must also withstand harsh environments. Many camera systems meet IP67 ratings for dust and water resistance, making them suitable for automotive or pharmaceutical settings.
Calibration plays a vital role in hardware performance. The system uses calibration to align the camera, lens, and lighting for accurate measurements. Camera system calibration ensures that the images match real-world dimensions. High spatial and temporal resolutions allow the system to detect small defects and measure tiny features. Hardware validation includes repeatability tests and gage studies, which confirm that the system delivers consistent results. Reliable hardware reduces errors and lowers operational costs.
Tip: Regular calibration and maintenance keep the hardware performing at its best, ensuring long-term accuracy for machine vision tasks.
Software and Algorithms
Software drives the intelligence behind machine vision. The system uses computer vision algorithms to analyze images, detect defects, and make decisions. Modern software platforms, such as Cognex In-Sight and Keyence XG-X, provide user-friendly interfaces and powerful processing tools. These platforms support calibration routines, image enhancement, and defect detection.
Calibration in software adjusts for lens distortion, lighting changes, and sensor alignment. The software uses calibration data to correct images and improve measurement accuracy. Machine vision software often includes deep learning models, such as YOLO, which have shown strong performance in object detection tasks. Benchmark studies highlight the importance of processing speed, accuracy, and postprocessing time in software selection.
The software integrates with hardware through vendor-provided SDKs and libraries. This integration allows real-time communication between the camera, sensors, and processing units. Computer vision software also supports traceability, reporting, and data storage. Regular software updates and calibration checks help maintain system reliability and adapt to new inspection challenges.
Note: Effective calibration in both hardware and software ensures that machine vision systems deliver precise, repeatable results in demanding manufacturing environments.
Post-Processing in Machine Vision
Calibration and Enhancement
Calibration stands as a key step in post-processing for machine vision. Engineers use calibration to align the camera, lens, and lighting. This step ensures that the system measures parts with high accuracy. Different calibration techniques help improve image quality and reduce unwanted artifacts. For example, detector normalization increases detector sensitivity and resolution. Energy calibration enhances contrast and sharpness. Timing calibration improves the timing resolution of the camera. Scatter correction and attenuation correction both reduce noise and artifacts. Motion correction helps remove motion blur from images.
| Calibration Technique | Impact on Image Quality |
|---|---|
| Detector Normalization | Improves detector sensitivity and resolution |
| Energy Calibration | Enhances contrast and resolution |
| Timing Calibration | Improves timing resolution |
| Scatter Correction | Reduces noise and artifacts |
| Attenuation Correction | Improves quantitative accuracy |
| Motion Correction | Reduces motion artifacts |
Phantom and patient studies confirm that these calibration steps reduce artifacts and improve image quality. Sparsity-promoting regularization during GRAPPA kernel calibration also lowers noise and aliasing. Engineers see smaller peaks in autocorrelation maps and better PSNR values. These results show that calibration in post-processing of images leads to clearer and more reliable inspection.
Industry-standard tests, such as EMVA1288, help verify camera performance. These tests measure spectral sensitivity, color accuracy, and signal-to-noise ratios. Companies use tools from DxO and Imatest to compare camera outputs against test charts. The IEEE 1858-2016 CPIQ standard also sets benchmarks for image quality in machine vision.
Quality Improvement
Post-processing solutions in machine vision focus on improving inspection results. Image enhancement techniques, such as pixel data conversion and artifact reduction, help the system find small defects. Laser scanning and Vision Assistant software also support better image analysis. These tools allow the system to detect flaws that manual checks might miss.
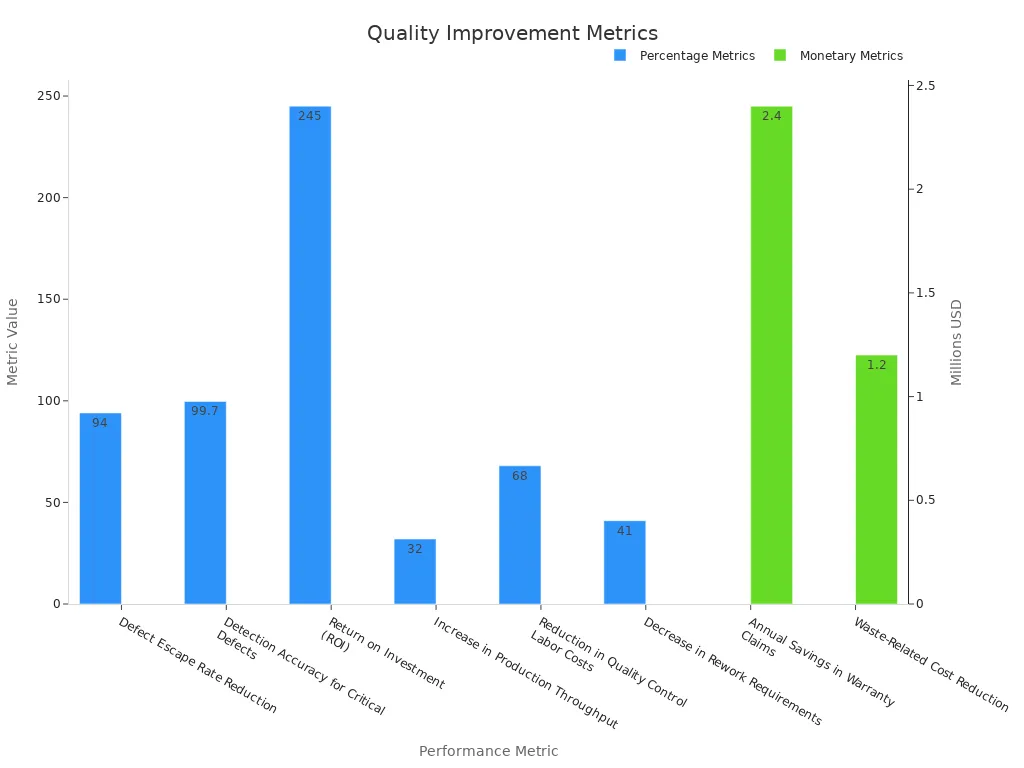
Case studies show that post-processing steps bring major improvements. One example shows a 94% drop in defect escape rates and a 99.7% detection accuracy for critical defects. Companies report $2.4 million in annual savings on warranty claims and a 245% return on investment in the first year. Waste-related costs fall by $1.2 million, and production throughput rises by 32%. Labor costs for quality control drop by 68%, and rework needs decrease by 41%.
These results prove that post-processing solutions in machine vision help factories deliver better products. The camera, calibration, and image enhancement steps all work together to boost accuracy and efficiency.
Benefits and Applications
Quality Control
Machine vision systems bring major improvements to quality control in industrial automation. These systems use advanced cameras and software to inspect products with high accuracy. They can track every part as it moves through the production line. This tracking helps factories find defects quickly and avoid shipping faulty products. Machine vision can spot tiny flaws that people might miss. It also provides real-time feedback, so workers can fix problems right away.
A recent study showed that a new model, CGTA-YOLO-F, reached a mean average precision of 97.4% for defect detection in microcontroller manufacturing. This model outperformed other popular systems and worked well with real-world data. Machine vision systems often achieve defect recognition rates above 99%. They also improve production line efficiency by up to 20% and cut sorting time in half. These results show that machine vision makes quality control faster, more reliable, and less costly.
| Feature/Aspect | Traditional Inspection Methods | Postprocess Machine Vision Systems |
|---|---|---|
| Feedback Speed | Slow, reactive | Real-time immediate feedback |
| Traceability | Physical samples needed | Digital traceability |
| Coverage | Limited views | 360° coverage with multiple cameras |
| Data Throughput | Low (1-3 Gbps) | High (up to 50 Gbps) |
| Depth Resolution | Limited | Sub-millimeter accuracy |
Common Uses
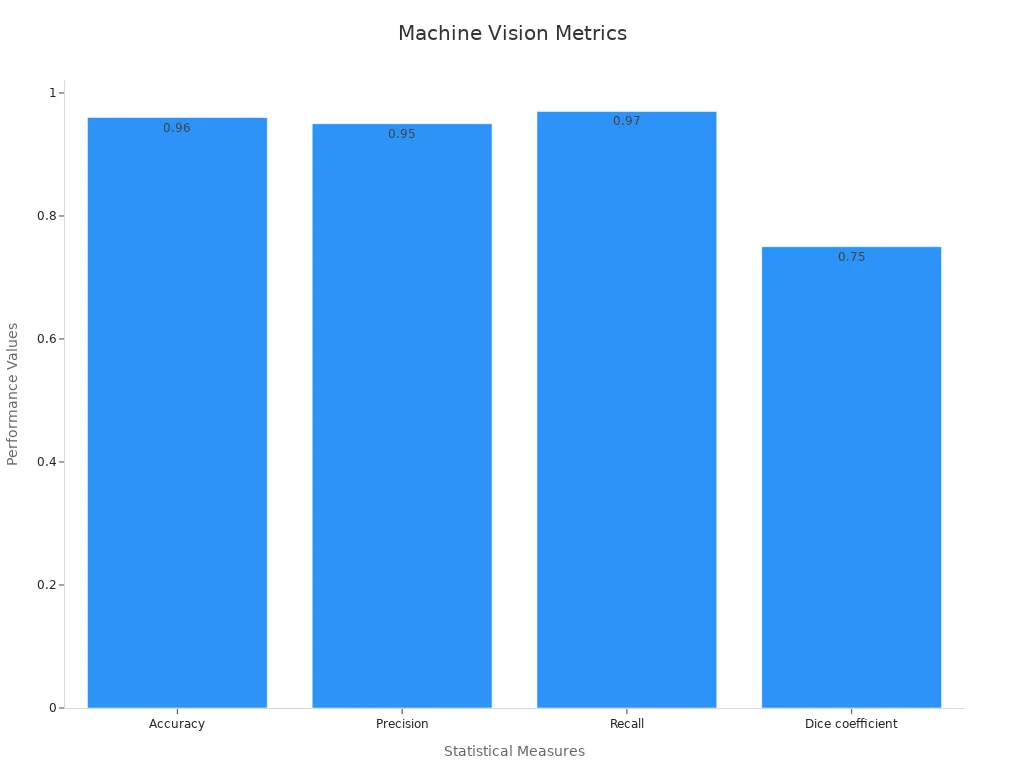
Factories use machine vision for many tasks in industrial automation. In 3D printed part inspection, these systems use multi-camera setups to scan objects from all sides. The cameras track the shape and size of each part, comparing it to digital models. This tracking helps detect small errors in the final product. In the steel industry, machine vision uses neural networks to find surface defects. These systems reach accuracy rates as high as 0.96 and recall rates of 0.97.
Robotic guidance is another common use. Machine vision tracks the position of parts and sends this information to robots. The robots use this data to move and place items with great precision. Tracking also supports barcode reading and part sorting. Each of these uses depends on accurate motion tracking and fast detection. Machine vision systems help factories keep records, improve safety, and boost overall efficiency.
| Sector | Application Example | Statistical Measures / Performance Metrics |
|---|---|---|
| 3D Printed Part Inspection | Multi-camera 3D scanning and digital image correlation for dimensional accuracy. | Statistical process monitoring for FDM parts. |
| Steel Industry | Surface defect detection using neural networks. | Accuracy: 0.96, Precision: 0.95, Recall: 0.97, Dice coefficient: 0.75 |
| Robotic Guidance | Vision-guided robotics for precise part movement. | Demonstrated as practical industrial application. |
Implementation Tips
Integration Factors
Successful integration of postprocess machine vision systems starts with careful planning. Teams often use quality control checklists to define inspection criteria. These checklists help operators spot defects early and guide them through each inspection step. They also improve communication with suppliers and support continuous improvement by allowing real-time error detection.
- Quality control checklists set clear inspection standards.
- Operators use these lists to catch defects before products move forward.
- Teams share checklists with suppliers to clarify expectations.
- Consistent steps reduce human error and waste.
- Real-time feedback from checklists helps teams correct problems quickly.
Lighting plays a big role in system performance. Engineers analyze the inspection environment and test different lighting types. They look at illumination, geometry, and color to find the best setup. Testing on the factory floor ensures the system works in real conditions. Early focus on lighting leads to better image quality and more reliable results.
Modern machine vision systems use advanced computer vision models like YOLO and Faster-RCNN. These models improve accuracy and speed in defect detection. They support automated quality control and help with decision-making in complex assemblies. Integration with robots and other automation tools allows for closed-loop control, which aims for zero-defect manufacturing. Modular system design gives flexibility and makes future upgrades easier. Teams often use a knowledge database to track errors and prevent defects from spreading.
Tip: Involve technology teams, project managers, and operators early in the process. This teamwork helps with troubleshooting and supports sustainable deployment.
Maintenance and Support
Keeping a postprocess machine vision system running smoothly requires regular care. Teams use preventive, corrective, and predictive maintenance to extend equipment life and reduce downtime. Asset performance management tracks system health and helps plan upgrades.
- Preventive maintenance includes cleaning cameras and checking connections.
- Predictive maintenance uses data analysis to spot issues before they cause problems.
- Corrective maintenance fixes faults as soon as they appear.
Vendors often provide local service and digital platforms for operations management. These tools automate workflows and reduce errors. Security updates and automated health monitoring keep the system safe and reliable. Teams set clear maintenance schedules and use over-the-air updates for software and AI models. Comprehensive logging and performance benchmarking help teams evaluate system health.
A modular design makes troubleshooting easier. Teams can retrain models with new data and benchmark against past results. Operator buy-in is important, so clear communication and training help manage expectations. Planning for storage, network resources, and sustainability ensures long-term success. Choosing vendors that support open systems and model upgrades gives flexibility for future needs.
Note: Regular calibration and performance checks keep the system accurate and ready for real-time decision making.
Postprocess machine vision systems help factories improve quality and efficiency. Companies like Siemens and PostProcess Technologies show how automation and real-time motion capture boost defect detection and reduce waste. Many industries use motion capture technology to inspect products and guide robots.
- Automated post-processing supports better safety, faster production, and lower costs.
- High upfront costs and integration challenges remain, but new partnerships and smart cameras make adoption easier.
Each factory should review its needs and challenges before choosing a system. Experts recommend further research or consulting with vendors for the best results.
FAQ
What is the main purpose of a postprocess machine vision system?
A postprocess machine vision system checks finished products for defects. It helps factories make sure every part meets quality standards before shipping. This system improves accuracy and reduces human error.
How does real-time motion capture help in manufacturing?
Real-time motion capture tracks parts as they move on the production line. This tracking helps robots place items correctly and supports fast, accurate inspections. Factories use this technology to improve efficiency and safety.
Can machine vision systems replace human inspectors?
Machine vision systems can perform many inspection tasks faster and more accurately than people. They do not get tired or miss small defects. However, some complex decisions may still need human judgment.
What industries use motion capture technology for inspection?
Many industries use motion capture technology. Automotive, electronics, and 3D printing companies rely on it for quality control. This technology helps them find defects and guide robots during assembly.
How often should a machine vision system be calibrated?
Engineers recommend regular calibration for machine vision systems. Calibration keeps the system accurate and reliable. Most factories schedule calibration based on usage and manufacturer guidelines.
See Also
Understanding How Machine Vision Systems Process Images
A Beginner’s Guide To Metrology In Machine Vision
Fundamentals Of Sorting Using Machine Vision Technology








